
毕业设计论文铣削零件加工工艺过程和编程
41页
1、毕业设计毕业设计说明书内江职业技术学院 机械工程系二一年十二月项目名称: 铣削零件加工工艺过程和编程学生组别: 第一组专 业: 数 控 技 术 应 用学生班级:08级数控大专(三年) 班指导教师: 完成时间: 2010年12月2日目 录1 前言- 3 -2 设计内容与步骤- 4 -2.1 实训项目名称- 4 -2.2 选用软件- 4 -2.3 图形绘制- 4 -3 机械加工工艺规程设计- 6 -3.1 零件工艺分析- 6 -3.2 零件技术要求分析- 6 -3.3 零件毛坯选择- 7 -3.4 工艺方案设计- 7 -3.5 工序尺寸及公差的确定- 9 -3.6 机床、夹具、刀具、量具和切削液的选择- 10 -3.7切削用量与工时定额的确定- 10 -3.8 主要工序的技术要求和检验方法的确定- 10 -4生成NC代码程序及程序说明- 11 -5 机械加工工艺文件- 11 -7 毕业设计小结- 18 -8 致谢语- 19 -9 参考文献- 20 -10 附录- 21 -1 前言数控技术和数控装备是制造工业现代化的重要基础。世界上各工业发达国家均采取重大措施来发展自己的数控技术及其产业。在
2、我国,数控技术与装备的发展亦得到了高度重视,近年来取得了相当大的进步。零件的数控加工工艺分析是编制数控程序中最重要而又极其复杂的环节,也是数控加工工艺方案设计的核心工作,必须在数控加工方案制定前完成。在开始编程前,必须要对零件设计图纸和技术要求进行详细的数控加工工艺分析,以最终确定哪些是零件的技术关键,哪些是数控加工的难点,以及数控程序编制的难易程度。本设计从铣削加工的角度来考虑,属于平面类零件,适合数控铣削的主要加工对象。通过本次设计巩固了自己以前所学过的专业基础知识, 培养了我对专业知识的综合应用能力,使我受益非浅。2 设计内容与步骤2.1 实训项目名称铣削零件加工工艺过程与编程2.2 选用软件二维图形绘制:autocad 2004三维实体图形的绘制:pro/e4.0程序编制:NX UG 4.0、CAXA制造工程师工艺数据查询:机械加工工艺手册(软件版)工艺图表:CAXA工艺图表2.3 图形绘制PRO/E三维图CAD平面图3 机械加工工艺规程设计3.1 零件工艺分析1零件结构形状分析该零件为平面类零件,毛坯为110X75X35的方形坯料,材料为灰铸铁(HT200)。零件中的曲线轮廓
3、面垂直于水平面,可采用圆柱立铣刀加工。外轮廓由圆弧和直线组成。坯料上下表面需加工,有两个台阶孔可作为定位基准;有4个M6的螺纹孔、6个7的孔以及2个6的孔分布在零件的四周。3.2 零件技术要求分析1.零件技术要求分析(1)尺寸精度:2x6的通孔上偏差为:+0.012下偏差为:0;2x12的阶梯孔上偏差为:+0.018下偏差为:0(2)形状精度:线、面轮廓度无基准要求(3)位置精度:两12阶梯孔间的位置为:34上偏差为+0.009下偏差为:-0.009(4)表面粗糙度:加工表面无粗糙度要求(5)材料:灰铸铁(HT200)(6)热处理:为保证粗加工时材料具有良好的切削性能,所以在粗加工之前要进行退火,由于该零件是铸件,为提高孔部分的表面质量所以在精加工之前要进行调质处理。2加工(技术)难点与工艺(措施)处理(1)加工难点: 1) 加工零件上的螺纹孔及通孔定位较难; 2) 通孔及螺纹孔精度测量较难(2)技术难点: 1) 使用丝锥攻螺纹,加工时用乳化液降温 2) 用麻花钻加乳化液缓慢钻削 3) 装夹工件时考虑刀具的碰刀问题3.3 零件毛坯选择毛坯类型:锻件毛坯材料:灰铸铁(HT200)毛坯选择
4、原因:灰铸铁是具有较高的强度,耐磨、耐热、减震性能好,应用于承受较大应力和摩擦、磨损的零件。3.4 工艺方案设计1定位基准的选择 以长度为100的两边为定位基准第一次装夹:第二次装夹:2加工方案的确定 由于该零件的外形表面可用铣、钻来加工完成。采用数控铣削来完成上下表面、周边轮廓、沟槽、凸台的加工;通孔、螺纹孔、阶梯孔由数控铣床钻削完成加工。 加工方案:1.备料 2.退火 3.铣削加工 4.钻孔、扩孔、绞孔、攻丝 5.检验 6.调制 7.入库3加工阶段划分(1) 备料:毛坯处理、毛坯备料、退火。(2) 粗加工阶段:粗铣上下平面、周边轮廓、沟槽及凸台;钻孔。(3) 精加工阶段:精铣上下平面、周边轮廓、沟槽及凸台;钻孔。(4) 工序安排:备料退火铣削加工钻孔、扩孔、绞孔、攻丝检验调制入库。4零件总体加工工艺路线设计工艺流程:1夹持工件上端 2用80的面铣刀粗铣下表面留0.5mm 3用80的面铣刀精铣下表面 4用20的立铣刀粗铣周边轮廓到13mm 5用20的立铣刀精铣周边轮廓至尺寸 6攻4xM6的螺纹孔 7翻面装夹工件下端 8用100的面铣刀粗铣上表面留0.5mm 9用100的面铣刀精铣上表
《毕业设计论文铣削零件加工工艺过程和编程》由会员汽***分享,可在线阅读,更多相关《毕业设计论文铣削零件加工工艺过程和编程》请在金锄头文库上搜索。

混凝土技术交底共9页
校长研修体会:对教育改革思考
三年级教学教学工作计划
PEP小学英语单词归类颜色类

2023年的学校后勤工作计划参考范文(2篇).doc
战友聚会感言
夏天来了专业文档
小学科学四年级下册复习资料
东北财经大学22春《基金管理》离线作业一及答案参考23
年产2000台商用油烟净化设备生产项目创业计划书写作模板
仁爱版初中英语时态整合及练习
汽车买卖合同书通用模板
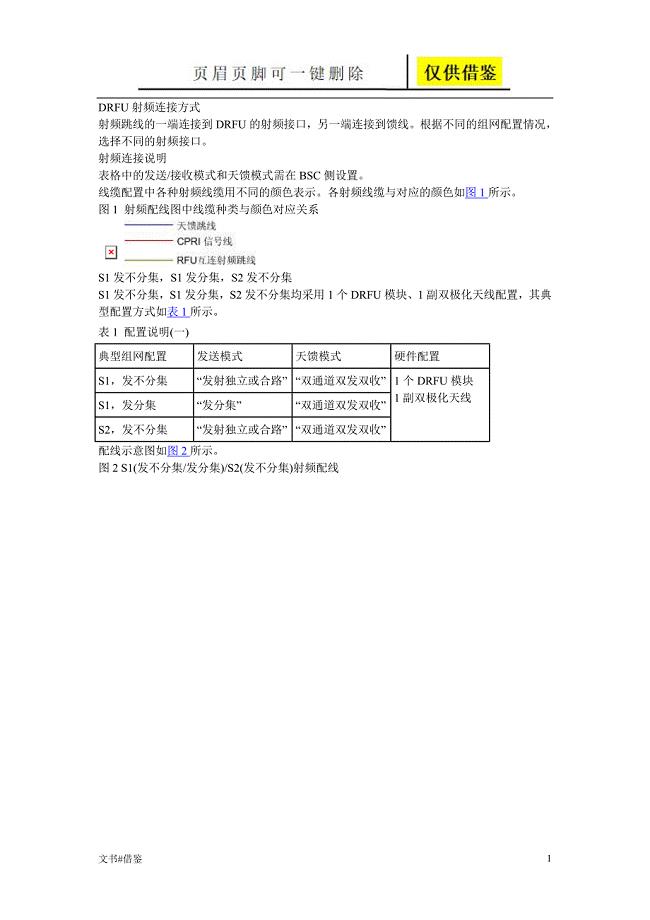
DRFU射频连接方式行业二类
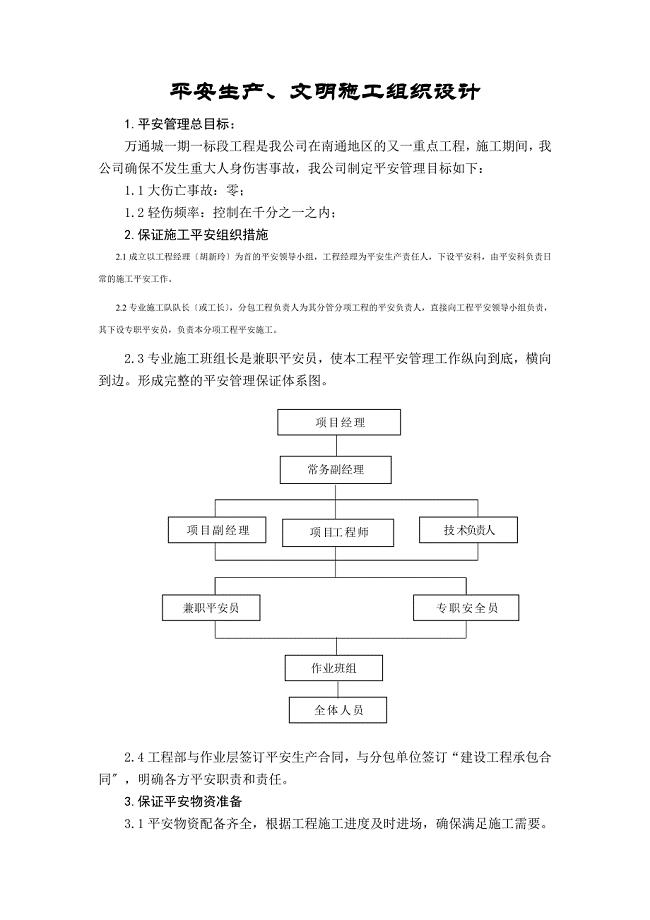
安全生产文明施工组织设计DOC22页
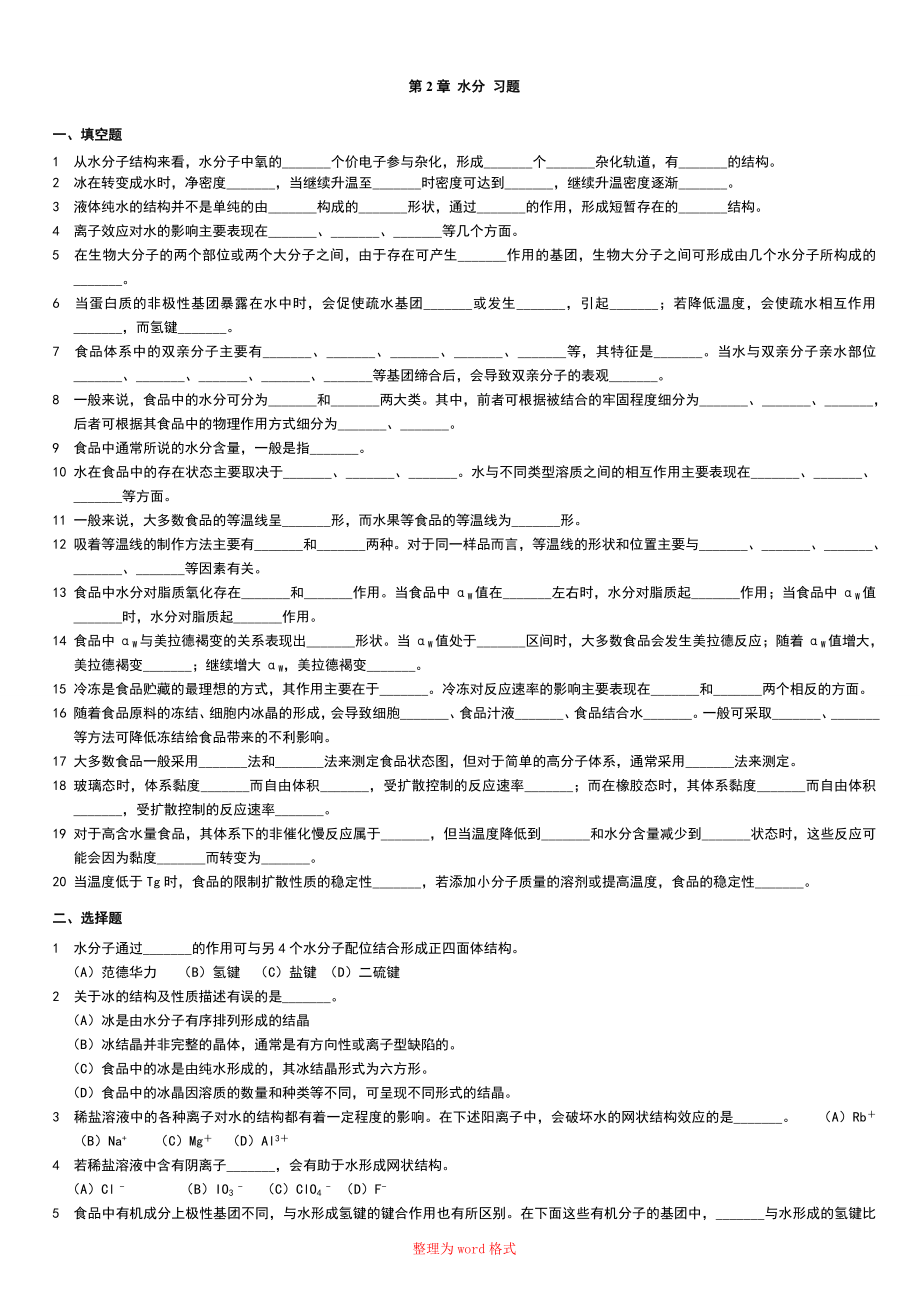
食品化学复习题及答案Word版
国家农业综合开发连云港市灌南县新集镇高标准农田结
电极焙烧及相关要点
教师培训心得体会篇范文
小学阅读作文600字五年级范文
网络广告发布合同详细
 2022版山东省建筑施工企业主要负责人(A类)考核题库含答案26
2022版山东省建筑施工企业主要负责人(A类)考核题库含答案26
2024-02-22 22页
人教版八年级英语上册Unit10 If you go to the party you’ll have a great time教案
2022-11-19 14页
企业岗位职责说明与常用表格汇编75
2023-03-15 6页
注册会计师《会计》考试内容及考试题附答案第96期
2022-09-30 31页
高三人教版历史总复习 第33讲 19世纪以来的世界文学艺术当堂Word版含解析高考合集
2022-08-22 2页
疫苗接种授权委托书
2023-10-01 1页
学前教育名词解释和简答题
2022-11-07 64页
九年级物理总复习力学实验专题
2023-07-08 17页
德国空难过后HR应该思考哪些问题
2023-11-07 4页
盖梁梁施工作业指导书
2024-01-29 10页