
氢脆现象对螺纹紧固件强度的影响
11页
1、氢脆现象对螺纹紧固件强度的影响高强度螺栓的强度水平一般分为 8.8、9.8、10.9和12.9四个级 别,通常为调质处理的中碳钢或中碳合金钢。高强度螺栓联接对节约原材料成本,节省装配位置及减轻整车、整机重量等方面无疑具有不可替代的优势。 但目前,由氢脆引发的钢 制螺纹紧固件联接断裂仍然是一个严重的产品质量问题。 电镀诱发的 氢脆断裂出现的时间长短不一,有的是投入使用后断裂;有的是还在 交付试验中或在寿命试验之中;有的是还在等待交付中;有的是在装 配过程中;有的是断裂在电镀过程之中。人们可以采取各种技术来减 少或预防螺纹紧固件中产生的氢脆问题。一、氢脆形成的理论与机理所谓氢脆,是指氢原子侵入基体材料中而引起的材料延迟失效断裂。它的发生需要满足两个条件:a、金属有较高的含氢量;b、一定 的外力作用。氢脆大体上可分为以下两类:第一类主要是由外部环境侵入的氢 (外氢)引起的延迟断裂。如车辆车厢、驾驶室外壳等连接使用的螺 栓、螺母,在潮湿空气、雨水等环境中长期暴露而发生;第二类酸洗、 电镀处理的制造过程中侵入钢中的氢(内氢)弓I起的延迟断裂。如镀 锌螺栓等在加载后,经过几小时或几天的较短时间后而
2、发生。对于前 者,一般是由于在长期暴露过程中发生腐蚀, 腐蚀坑处腐蚀反应生成的氢侵入而引起的;后者是由于制造过程如酸洗、电镀处理时侵入钢 中的氢在应力的作用下向应力集中处集中而引起的。研究表明,实际使用的螺纹紧固件在白然环境下发生氢脆断裂的 主要是淬火回火的马氏体系钢,一般发生在屈服强度 620MPa、硬 度A 32HRc的高强度材料。钢的屈服点愈高愈容易发生氢脆破坏,即 使只含少量的氢气,也可能导致破坏。材料强度对氢脆敏感性的影响 是:随着钢的强度的提高,其变脆指数也升高,而持久强度降低,说 明钢的强度越高,对氢脆越敏感。车辆结构中的螺纹紧固件,起着连接、紧固和密封的作用,装配 时必须拧紧,联接的部件不同,所受的载荷各不同。有的承受弯曲或 剪切应力,有的承受反复交变的拉应力和压应力, 也有的承受冲击载 荷或同时承受上述几种载荷,由于氢脆具有延迟性和突发性,所以它 的危害很大。1、氢脆理论来源最早的关于氢脆失效理论之一,是在1874年发表的。试验观察, 当钢丝短时间浸入盐酸或硫酸中时, 其韧性明显下降。经过研究得出 任何一种酸,只要它能产生氢,当与钢作用时,都将导致钢的韧性 下降”的结
3、论。2、氢脆破断机理氢脆破断机理目前分别有氢气压力假说、位错假说、氢吸附假说 和晶格脆化假说。氢原子具有最小的原子半径(Rh=0.53a ),所以易于进入金属 内部.当在一定的应力(包括外加的、残余的以及原子之间的相互作 用力)作用下,在局部的应力集中处产生滑移和塑性变形,进而产生 微裂纹核。在已有裂纹前沿的三向应力区域内,由于位错的塞积而产 生微裂纹核,这些微裂纹核如果没有氢的进一步作用,当裂纹继续向 内深入扩展所需的活化能超过这种深入扩展所能引起的应变能的降 低时,这种裂纹一般是不会扩展的。但当钢中溶有一定氢的情况下, 氢原子继续在微裂纹中扩散、聚集,由两个氢原子变成一个氢分子, H+eH、2HHH2f,同时体积增大,即一个氢分子的体积比两个氢 原子的和大。此时在氢聚集的部位会产生巨大的体积膨胀效应,导致许多微裂纹相互合并,并与原有裂纹连接,微裂纹继续向前扩展,这 样不断循环,直到剩余的有效截面小到不能支持外载荷时, 即发生瞬 时断裂失效。裂纹扩展的方向将决定于内应力或外加应力的方向, 但使钢件氢 脆失效所需的力则主要来白氢。由于氢在金属中扩散需要一定时间, 裂纹扩展也有一定的速率
4、,因此氢脆破断存在着潜伏期。应力愈大微 裂纹的生核率愈大,裂纹的扩展速率也愈大,则氢脆破断的潜伏期也 愈短。当应力小于氢脆破断的下限应力时,不能造成必要的应力集中, 并推动位错的运动和造成大量的位错塞积,因而也不能产生微小的裂 纹核,即使能生成个别的裂纹核也不能相互合并或连接,当金属的屈服强度极限很高时,裂纹尖端的应力集中系数就大,微裂纹的生核率 就高,裂纹扩展速度就快,就容易产生氢脆。二、氢脆发生的环节影响氢脆现象的因素有多种,即氢脆的发生环节。如:基体材料 的机械和物理性能、扩散比、温度、氢的聚集、零件表面状况、应力 水平、应力状态、活动裂纹前端的动力学特性等等。螺纹紧固件,尤其是高强度紧固件经材料改制 -冷锲成型-滚搓 螺纹-调质热处理-磨削或机加工后,再进行表面处理,极易受氢脆 的破坏。表色工序中的酸洗、电镀是产生氢脆关键的因素之一。1、热处理对于高强度螺纹紧固件,尤其是10.9级和12.9级螺栓,不但使 用中碳合金结构钢,而且还要进行调质热处理。对于白攻螺钉、白攻 锁紧螺钉等,都要求进行浅层渗碳(碳氮共渗)。为了避免加热中螺纹氧化、脱碳,且得到光亮和光洁的表面,采 用保护气氛
《氢脆现象对螺纹紧固件强度的影响》由会员夏**分享,可在线阅读,更多相关《氢脆现象对螺纹紧固件强度的影响》请在金锄头文库上搜索。
乒乓球竞赛编排知识
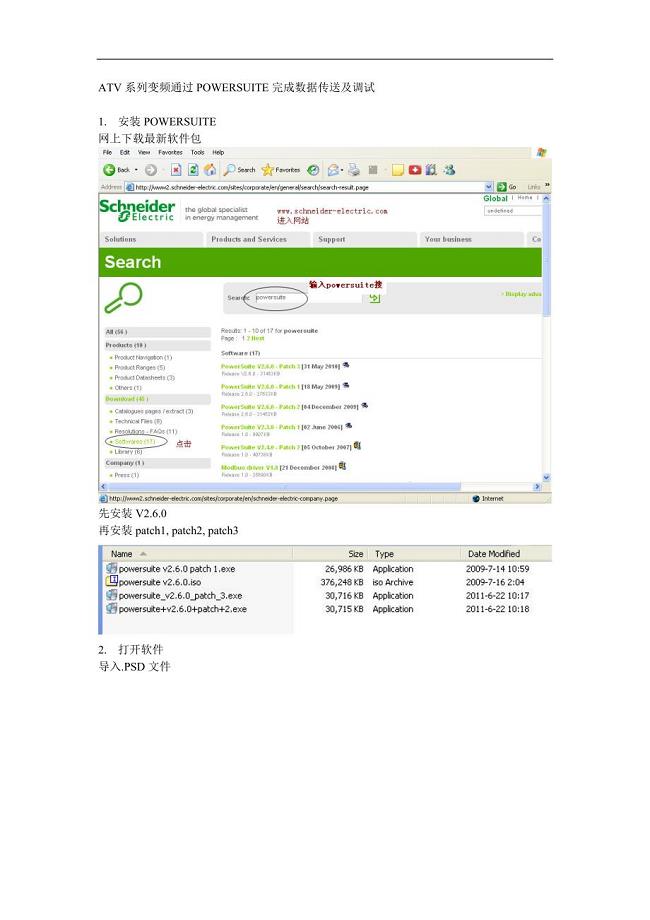
powersuite使用教程
师德学习心得
南通市如东县马塘中学七年级历史素材《第14课 匈奴的兴起及与汉朝的和战》导学案(无答案) 新人教版
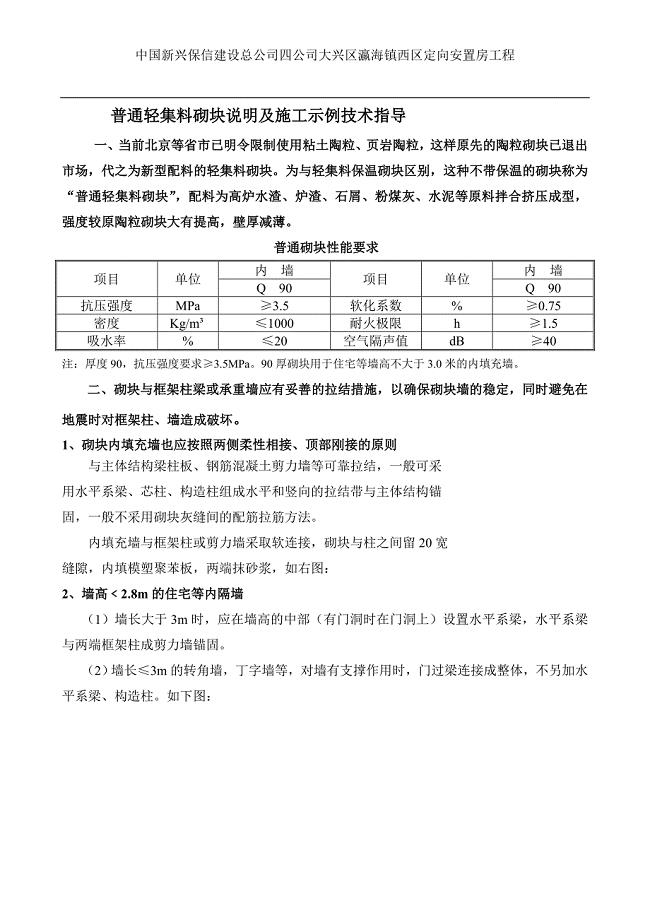
户型二次结构作业指导
班主任班风建设工作计划范文(6篇).doc
初中语文阅读训练的方法与途径
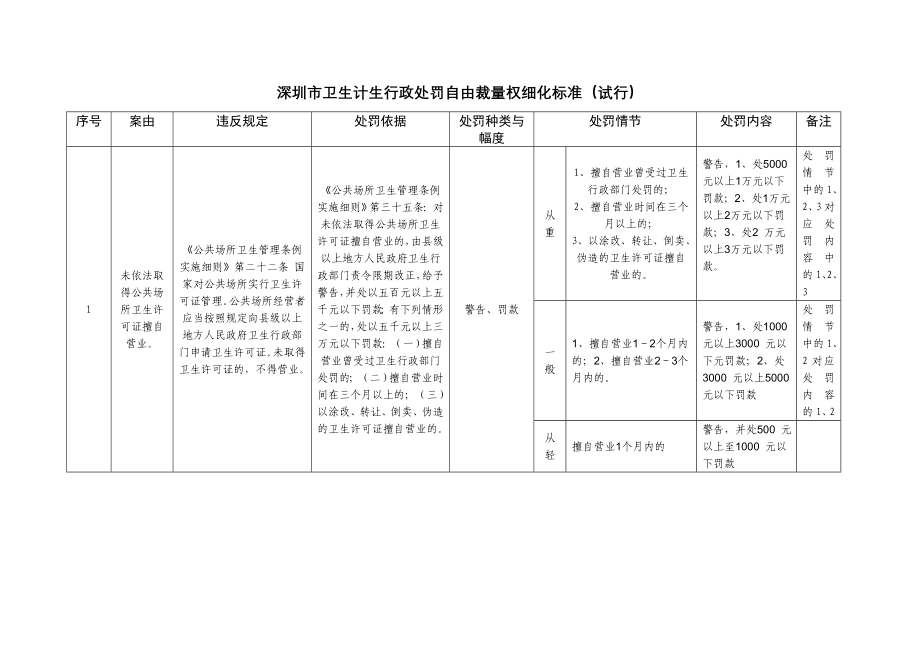
深圳市卫生计生行政处罚自由裁量权细化标准(试行)
2017年11月系统集成项目经理继续教育推荐课程6题库(共79页)
中心小学数学科校本教研组研工作总结
离婚不离家协议书
年度工作总结-水利局2021年度工作总结
日产4000吨熟料节能低碳智能制造项目资金申请报告写作模板
小学教务处工作总结报告(4篇).doc
2012年蓬安二桥安全工作计划
202X年新教师培训个人总结
变更调查工作会议上的讲话
山东省淄博市2020届高三第一次模拟英语试题含解析
广州园林植物造景的特点
高中生信息技术课应注重信息素养的培养信息技术信息素养
 初三数学试题九年级数学试题
初三数学试题九年级数学试题
2023-09-29 8页
苏教版五年级下册教材分析(最新修改稿)
2023-06-15 22页
地下连续墙设计计算书
2022-12-29 14页
上海中考物理基础100题考前训练
2023-05-29 9页
小学奥数第22讲数阵问题二
2023-03-19 5页
光与影子的浪漫
2023-05-10 2页
厦门象屿保税区二期排洪渠工程施工组织设计
2023-10-12 90页
南通市如东县马塘中学七年级历史素材《第14课 匈奴的兴起及与汉朝的和战》导学案(无答案) 新人教版
2023-03-19 2页
(老师)二次函数基础课时练习题(含答案)
2022-10-30 13页
整理版必修五第十讲二元一次不等式组与平面区域
2022-12-25 2页