
数控技术第二版课后答案
17页
1、数控技术第二版 章 节 练 习 答 案第一章 绪论数控机床是由哪几部分组成,它的工作流程是什么?答:数控机床由输入装置、CNC装置、伺服系统和机床的机械部件构成。数控加工程序的编制 -输入-译码-刀具补偿 -插补-位置控制和机床加工数控机床的组成及各部分基本功能 答:组成:由输入输出设备、数控装置、伺服系统、测量反馈装置和机床本体组成 输入输出设备:实现程序编制、程序和数据的输入以及显示、存储和打印 数控装置:接受来自输入设备的程序和数据,并按输入信息的要求完成数值计算、逻辑判断和输 入输出控制等功能。伺服系统:接受数控装置的指令,驱动机床执行机构运动的驱动部件。 测量反馈装置:检测速度和位移,并将信息反馈给数控装置,构成闭环控制系统。 机床本体:用于完成各种切削加工的机械部分。什么是点位控制、直线控制、轮廓控制数控机床?三者如何区别?答:( 1)点位控制数控机床特点:只与运动速度有关,而与运动轨迹无关。如:数控钻床、数控镗床和数控冲床等。(2)直线控制数控机床特点: a. 既要控制点与点之间的准确定位,又要控制两相关点之间的位移速度和路线。b. 通常具有刀具半径补偿和长度补偿功能,以
2、及主轴转速控制功能。如:简易数控车床和简易数控铣床等。(3)连续控制数控机床(轮廓控制数控机床) :对刀具相对工件的位置,刀具 的进给速度以及它的运动轨迹严加控制的系统。具有点位控制系统的全部功能, 适用于连续轮廓、曲面加工。数控机床有哪些特点?答:a.加工零件的适用性强,灵活性好;b.加工精度高,产品质量稳定;c.柔性好;d.自动化程度高,生产率高;e.减少工人劳动强度;f .生产管理水平提 高。适用范围:零件复杂、产品变化频繁、批量小、加工复杂等 .按伺服系统的控制原理分类,分为哪几类数控机床?各有何特点? 答:( 1)开环控制的数控机床;其特点:a.驱动元件为步进电机;b.采用脉冲插补法:逐点比较法、数字积分法; c. 通常采用降速齿轮; d. 价格低廉,精度及稳定性差。(2)闭环控制系统;其特点: a. 反馈信号取自于机床的最终运动部件(机床工作台) ; b. 主要检 测机床工作台的位移量; c. 精度高,稳定性难以控制,价格高。(3)半闭环控制系统:其特点: a. 反馈信号取自于传动链的旋转部位; b. 检测电动机轴上的角位移; c. 精度及稳定性较高,价格适中。应用最普及第
3、二章 数控加工编程基础1 数控编程 是指从零件图样到制成控制介质的全部过程 手工编程的内容: 分析零件图样、确定加工工艺过程、数值计算、编写零件加工程序、制作控制 介质、程序校检和试切削2 数控编程的方法及特点 手工编程: 用人工完成程序编制的全部工作,对于几何形状较为简单,数值计算比较简单的,程序段不多采用手工编制容易完成自动编程 :程序编制的工作的大部分或全部都由计算机来完成。3什么是“字地址程序段格式” ,为什么现代数控系统常用这种格式?答:字地址程序段的格式: NxxGxxXxxYxxZxxSxxFxxTxxMxx特点是顺序自由。地址字符可变程序段格式。程序段的长短,字数和字长都是可变,字的排列顺序没有严格要求。这种格式的 优点 是程序简短、直观、可读性强、易于检验和修改。4.数控机床的X、Y、Z坐标轴及其方向是如何确定的?答: Z坐标:规定平行于机床主轴的刀具运动坐标为Z坐标,取决于远离工件的方向为正方向X 坐标: 规定 X 坐标轴为水平方向,且垂直于 Z 轴并平行于工件的装夹面Y 坐标 : Y 坐标垂直于 x 、 y 坐标。在确定了 x 、 z 坐标正方向后,可按右手定则确
4、定 y 坐标的正方向5 . 机床坐标系与工件坐标系的关系:工件坐标系的坐标轴与机床坐标系相应的坐下轴相平行,方向也相同,但原点不同。在加工 中, 工件随夹具在机床上安装后, 要测量的工件原点与机床原点之间的坐标距离成为原点偏置。 这个偏置值需预读到数控系统中。在加工 时,工件原点偏置值便能自动加到工件坐标系上,使 数控系统可按机床坐标系确定加工时的坐标值。6 . 准备功能 G 代码 :使机床或数控系统建立起某种加工方式的指令。辅助功能 M 代码: 控制机床辅助动作的指令,主要用作机床加工时的工艺性指令。7. MO0 M01 M02 M30指令各有何特点?如何应用?答:M00暂停;M01选择性的暂停M02复位性加工程序结束,用于数控机床;M30复位性加工程序结束,并返回程序起点。用于加工中心。应用略8. F 代码:为进给速度功能代码,它是续效代码,用来指定进给速度S 代码:为主轴转速功能代码, ,它是续效代码,用来指定主轴的转速。T 代码:为刀具功能代码,该指令用以选择所需的刀具号和补刀号。9G90 X20 Y15 与 G91 X20 Y15 有什么区别?答:G90为绝对坐标G91 为增
《数控技术第二版课后答案》由会员博****1分享,可在线阅读,更多相关《数控技术第二版课后答案》请在金锄头文库上搜索。
管理层声明书财务报表审计
松木桩施工工艺
2023年四川省遂宁市安居区分水镇兴旺社区工作人员考试模拟试题及答案
以核心素养为导向的小学语文写作教学策略探究
年产1万吨枇杷汁饮料项目可行性实施报告
常用速算方法
读《孙子兵法》心得体会
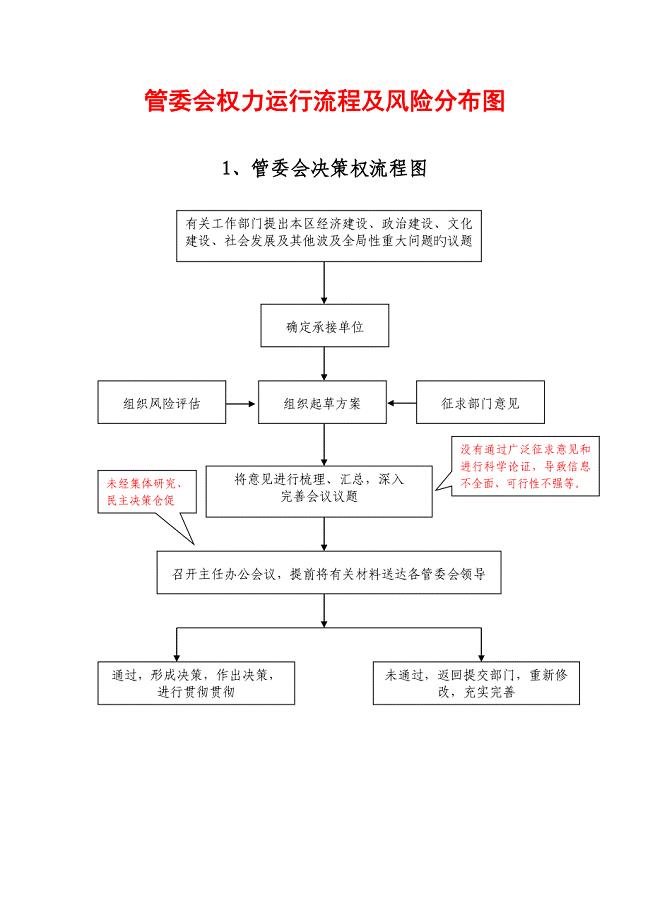
管委会权力运行流程及风险分布图
结算审核报告记录样板
时态,强调句,倒装句,省略句
文明安全出行倡议书
花卉种植方法简介及栽培知识
22春《数学物理方法》离线作业一及答案参考18
阿里绩效考核

大型土方填筑施工组织设计(覆盖较全)(共99页)
店长工作心得
供货合同违约责任条款
金华市建筑施工危险性较大的分部分项
建设优质工程申报表
项目安全管理年终工作总结(1篇).doc
 管道过滤器使用、维护与检修
管道过滤器使用、维护与检修
2023-11-12 1页
幼儿园中班上学期社会教案《礼仪神奇的“请”字》含反思
2024-01-08 2页
施工现场物资管理办法
2022-09-01 25页
2016四年级数学上册 第5单元《倍数和因数》(认识因数、质数、合数)综合习题2(无答案)(新版)冀教版
2024-02-20 1页
法人型联营协议书范本
2023-02-01 4页
贵州省铜仁市中考英语试题(解析版)
2022-08-31 26页
医务人员医德规范实施细则
2023-05-17 10页
31菊花的组织培养
2023-08-30 6页
浅析开发区发展的瓶颈与前景
2024-01-18 5页
院长副院长岗位职责
2022-11-13 13页