
推荐-传动齿轮轴的加工工艺
12页
1、摘 要齿轮轴零件的主要作用是支撑回转零件、实现回转运动并传递转矩和动力。齿轮轴具备传动效率高、结构紧凑和使用寿命长等一系列优点,是通用机械特别是工程机械传动中的重要零件之一。齿轮轴加工材料、热处理方式、机械加工工艺过程的优化,将对提高齿轮轴的加工质量及寿命有着重要借鉴意义。本设计首先分析了齿轮轴零件的作用和加工工艺性,然后进行工艺规程设计。齿轮轴零件的机械综合性能要求较高,一般选择锻件作为毛坯。合理安排工艺路线,划分加工阶段对保证零件加工质量至关重要。关键词:齿轮轴;工艺分析;工艺规程设计;推荐精选目 录摘 要I绪 论11.1本文研究的目的和意义11.2课题背景知识21.2.1齿轮轴的应用21.2.2传统齿轮轴的加工方法21.2.3数控加工工艺3齿轮轴加工工艺设计42.1 材料分析生产类型确定42.1.1确定零件材料42.1.2 确定零件的生产类型42.2 选择毛坯,绘制零件图52.3 选择加工方法,制定工艺路线72.3.1毛坯预备热处理72.3.2粗加工(型材)82.3.4热处理82.3.5精加工8参考文献9推荐精选绪论1.1本文研究的目的和意义本设计是在我们学完了大学的全部基础课程
2、、技术课程以及全部专业课之后进行的。此次的设计是对大学期间所学各课程及相关绘图软件的一次深入的综合性复习,也是使我们综合运用所学过的基本知识与基本技能去解决专业范围内的工程技术问题而进行的一次基本训练。因此,它在我们四年的大学生活中占有重要的地位。我们在完成毕业设计的同时,也培养了我们正确使用技术资料、国家标准、有关手册、图册等工具书,进行设计计算、数据处理、编写技术文件等方面的工作能力,也为我们以后的工作打下了坚实的基础。本次设计的目的在于:(1)培养综合分析和解决本专业的一般工程问题的独立能力,拓宽和深化所学知识。(2)培养树立正确的设计思想、设计思维,掌握工程设计的一般程序、规范和方法的能力。(3)培养正确地使用技术知识、国家标准、有关手册、图册等工具书,进行设计计算、数据处理、编写技术文件等方面的工作能力。(4)培养自己进行调查研究、面向实际、面向生产,向工人和工程技术人员学习的基本工作态度、工作作风和工作方法。(5)熟悉齿轮轴零件加工工艺过程的方法步骤,为以后从事相关的技术性工作打下坚实的基础。(6)通过对齿轮轴零件的机械制造工艺设计,使我们在机械制造工艺规程设计,工艺方案论
3、证,机械加工余量计算,工艺尺寸的确定,编写技术文件及查阅技术文献等各个方面得到一次综合性训练。初步具备设计一个中等复杂程度零件工艺规程的能力。推荐精选1.2课题背景知识1.2.1齿轮轴的应用齿轮轴是现代机械中应用最为广泛的一种传动零件,广泛适用于机械、汽车、航空、印刷、仪器仪表及矿山行业。我国是一个机械大国,但不是机械强国。尤其是我国很多中小企业用的设备是十年以前、甚至是二十年以前的设备,生产设备相对落后。齿轮轴的种类多种多样,但是每一种齿轮都有一定的特点,如何在现有设备的条件下,从夹具,刀具,加工工艺等方面综合考虑,针对每一种齿轮轴制造过程编制工艺,从而生产出高质量的齿轮,就显得尤为重要。齿轮轴一般是小齿轮(齿数少的齿轮),运用在高速级(也就是底扭矩级)传动中。齿轮轴一般很少作为变速的滑移齿轮,一般都是固定运行的齿轮,因为处在高速级,其高速度是不适进行滑移变速的。齿轮轴是轴和齿轮合成一个整体的,但是,在设计时,还是要尽量缩短轴的长度,太长了一是不利于上滚齿机加工,二是轴的支撑太长导致轴要加粗而增加机械强度(如刚性、挠度、抗弯等)。一般齿轮轴有两个支撑轴径,工作时通过轴径支撑在轴承上,
4、这两个支撑轴径便是其装配基准,通常也是其他表面的设计基准,所以它的精度和表面质量要求较高。对于一些重要的轴,支撑轴除规定较高的尺寸精度外,通常还规定圆度、圆柱度以及两轴径之间的同轴度等形状精度要求等。对于其他工作轴径,如安装齿轮、带轮、螺母、轴套等零件的轴径,除了有本身的尺寸精度和表面粗糙度外,通常还要求其轴线与两支承轴径的公共线同轴,以保证轴上各运动部件的运动精度。齿轮轴零件的主要作用是支撑回转零件、实现回转运动并传递转矩和动力。齿轮轴零件是将齿轮部分和轴做成一体无需键配合的一种常见机械零件。齿轮轴具备传动效率高、结构紧凑和使用寿命长等一系列优点,是通用机械特别是工程机械传动中的重要零件之一。齿轮轴的工作能力一般取决于轴的强度和刚度,转速高时还取决于轴的振动稳定性。轴的中间部位为斜齿轮部分,主要传递运动和动力。1.2.2传统齿轮轴的加工方法传统齿轮轴加工利用普通车床、铣床等,依靠技师进行手工操作,生产率低,耗时长,精度低。普通车床是能对轴、盘、环等多种类型工件进行多种工序加工的卧式车床,常用于加工工件的内外回转表面、端面和各种内外螺纹,采用相应的刀具和附件,还可进行钻孔、扩孔、攻丝和
《推荐-传动齿轮轴的加工工艺》由会员新**分享,可在线阅读,更多相关《推荐-传动齿轮轴的加工工艺》请在金锄头文库上搜索。
最新整理公司日常管理制度奖惩制度
2022年浙江温州平阳县人民医院联合平阳县妇幼保健院招考聘用57人(同步测试)模拟卷47
我是演说家励志演讲稿七篇
新标准大学英语综合教程单元测试第4单元答案
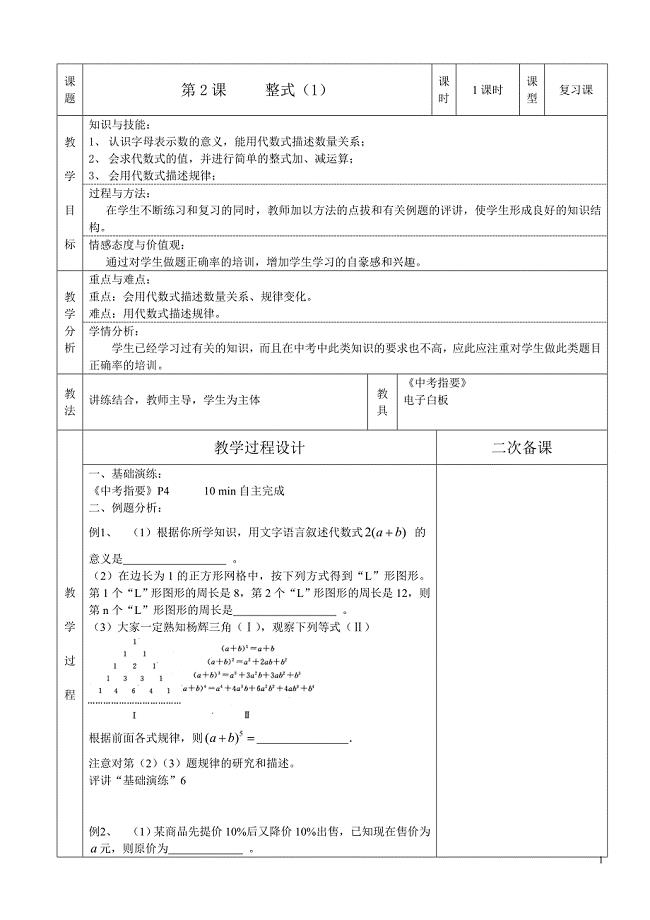
2、整式(1)教案
工程建设监理委托合同范文常用版本
个人年度总结付林
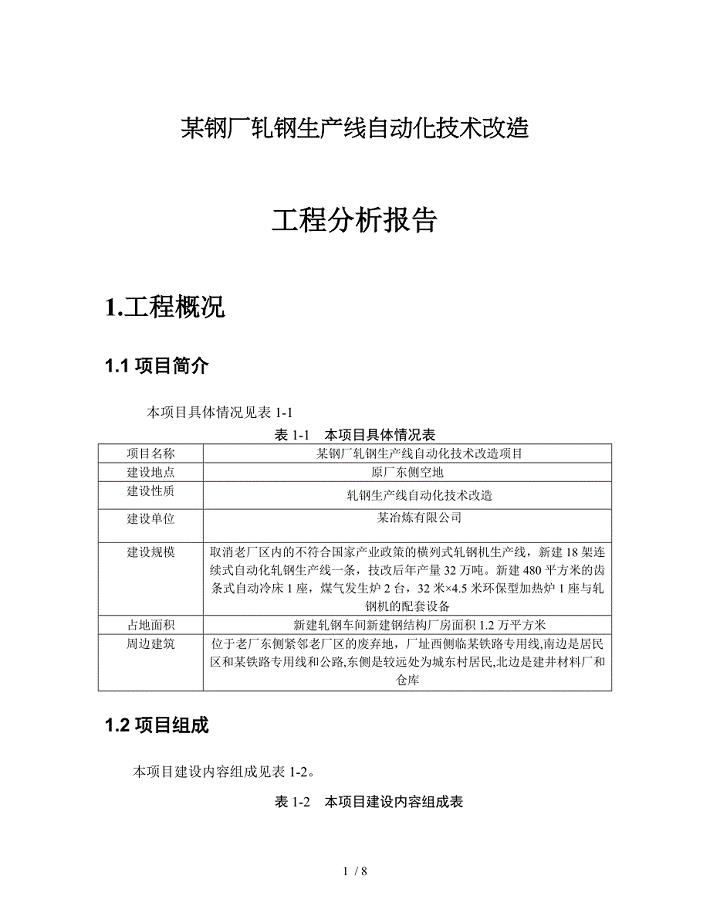
钢厂轧钢生产线自动化技术改造
开图文店的设备明细及价格
苏教版四年级语文上册一二单元测试
2023年9月医院工作总结(2篇).doc
玉溪师范学院部门决算
小升初集训拼音、字词
技术服务分公司无线网络测试分析报告模板-XXXX0301
【精选】情人节活动策划范文集合6篇
最新大一新生军训结束感言
![6黄河颂教学设计[精选文档]](https://union.152files.goldhoe.com/2022-7/23/892739be-ddd8-4614-8dce-d7110551d859/pic1.jpg)
6黄河颂教学设计[精选文档]
竞选学生会演讲稿7篇
对本项目的想法及思路1
2023年项目部工作总结(3篇).doc
 推荐-苏教版7A-Unit5教案
推荐-苏教版7A-Unit5教案
2023-06-05 28页
2022年广东省建筑施工企业专职安全生产管理人员【安全员C证】(第三批参考题库)含答案第74期
2022-12-12 25页
焊接高质量管理系统程序
2022-12-13 9页
2022年税务师考试模拟卷含答案第135期
2023-09-10 87页
第五章送货作业管理习题
2023-05-10 7页
2022年人力资源管理师三级考前难点冲刺押题卷含答案246
2023-05-18 148页
xx机械厂降压变电所的电气设计说明
2022-08-04 30页
高中数学第2章第1节指数函数单元试题新人教版必修1
2022-07-30 4页
循环系统试题
2024-01-27 12页
AA林业局开展严厉打击非法占用林地专项整治活动
2023-01-25 2页