
精益生产常用术语
42页
1、精益生产常用术语 Labor Linearity (劳动力线性化)一种在生产工序(特别是一个生产单元)中,随着产量的变化灵活调动操作员人数的方法。按照这种方法,制造每个零件所需仁数,随产量的变化,可以接近于线性。参见:投资线性化。Lean Enterprise (精益企业)一个产品系列价值流的不同部门同心协力消除浪费,并且按照顾客要求,来拉动生产。这个阶段性任务一结束,整个企业立即分析结果,并启动下一个改善计划。Lean Production (精益生产)一种管理产品开发、生产运作、供应商、以及客户关系的整个业务的方法。与大批量生产系统形成对比的是,精益生产强调以更少的人力,更少的空间,更少的投资,和更短的时间,生产符合顾客需求的高质量产品。精益生产由丰田公司在第二次世界大战之后首创,到1990年的时候,丰田公司只需要用原来一半的人力,一半的制造空间和投入资金,生产相同数量的产品。在保证质量和提高产量的同时,他们所花费的在产品开发和交货的时间,也远比大批量生产更有效益。(Womack,Jones和Roos1990, P.13)“精益生产”这个术语由MIT国际机动车辆项目的助理研究员Jo
2、hn Krafcik于20世纪80年代最先提出。Lean Logistics (精益物流)在沿着价值流的各个公司和工厂之间,建立一个能够经常以小批量进行补给的拉动系统。我们假设A公司(一个零售商)直接向顾客销售产品,而且从B公司(一个制造商)大批量、低频率的补给货物。精益物流将会在零售商(A公司)安装一个拉动信号,当他售出若干的货物之后,这个信号就会提示制造商,补充相同数量的货物给A,同时制造商会提示他的供应商补充相同数量的原料或半成品,以此一直向价值流的上游追溯。精益物流需要拉动信号(EDI,看板,网络设备,等等),来保证价值流各工序之间的平衡生产,举个例子,用频繁的小批量装运方法,将零售商、制造商、以及供应商,联成一条“送牛奶”的供应链。Kanban (看板)看板是拉动系统中,启动下一个生产工序,或搬运在制品到下游工序的一个信号工具。这个术语在日语中是“信号”或“信号板”的意思。看板卡片是人们最熟悉的例子。人们通常使用表面光滑的纸制作看板,有时还会用透明的塑料薄膜来加以保护。看板上的信息包括:零件名称,零件号,外部供应商,或内部供应工序,单位包装数量,存放地点,以及使用工作站。卡片
3、上可能还会有条形码以便于跟踪和计价。除了采用卡片之外,看板也可以采用三角形金属板,彩球,电子信号,或者任何可以防止错误指令,同时传递所需信息的工具。无论采用什么形式,看板在生产运作中,都有两个功能:指示生产工序制造产品,和指示材料操作员搬运产品。前一种称为生产看板(或制造看板),后一种称为取货看板(或提取看板)。生产看板把下游工序所需要的产品类型、数量告诉上游工序。最简单的情况例如,上游工序提前准备一张与“一箱零件”相对应的生产看板,将它与一箱零件同时放在库存超市中。当一箱零件被取走,制造看板就被用来启动生产。有些信号看板的外形是三角形的,因此也被称为三角看板。提取看板指示把零件运输到下游工序。通常有两种形式:内部看板和供应商看板。当初,在丰田市市区里,这两种形式都广泛使用卡片,然而当精益生产广泛应用之后,那些离工厂较远的供应商,就改为采用电子形式的看板了。要创造一个拉动系统,必须同时使用生产和提取看板:在下游工序,操作员从货箱中取出第一个产品的时候,就取出一张提取看板并将它放到附近的一个看板盒里。当搬运员回到价值流上游的库存超市时,把这块提取看板放到另一个看板盒里,指示上游工序再生产
4、一箱零件。只有在“见不到看板,就不去生产,或者搬运产品”的情况下,才是一个真正的拉动系统。有六条有效使用看板的规则:1 下游工序按照看板上写明的准确数量来订定购产品。2 上游工序按照看板上写明的准确数量和顺序来生产产品。3 没有见到看板,就不生产或搬运产品。4 所有零件和材料都要附上看板。5 永远不把有缺陷和数量不正确的产品送到下一个生产工位。6 在减少每个看板的数量的时候应当非常小心,以避免某些库存不够的问题。Kaikaku (突破性改善)对价值流进行彻底的,革命性的改进,从而减少浪费,创造更多的价值。Kaikaku的一个例子是利用周末的时间,改变设备的位置,使得工人能够在一个生产单元里,以单件流的方式生产那些以前用不连续工序,来制造和装配的产品。另外一个Kaikaku的例子,是在装配大型产品时,例如商用飞机,迅速的由静态装配转化为动态装配方式。因此Kaikaku也被称为“breakthrough kaizen(突破性改善)”,以便与那些渐进的、逐步性的改善形成对比。Buffer Stock (缓冲库存)存放在价值流下游工序的产品。当顾客需求在短期内突然增加,超过了生产能力时,通常用
《精益生产常用术语》由会员cl****1分享,可在线阅读,更多相关《精益生产常用术语》请在金锄头文库上搜索。
彭州市关于成立群众体育消费公司可行性报告【范文】
贫困学生困难补助申请书
江苏省盐城市2013年中考语文考试
木门厂规章制度
高考诗歌鉴赏之一景物形象
护士工作安排
基于SDN的业务流量QOS保证(共5页)
东北农业大学21春《工程地质》学基础离线作业2参考答案75
宁蒗县生物医药项目招商引资报告【模板范文】
工作实习记录总结
计算机操作员中级理论知识试卷有答案

化工厂事故风险评估报告DOC31页
土地增值税清算指南与纳税筹划
江苏省徐州市六县一区2011届高一第二学期期中数学试题
一年级上册健康教育教案
七年级下册《扮靓生活的花卉纹样》第二课时学案新湘版
定点医疗机构工作总结标准(3篇).doc
水务公司各部门、岗位职能职责描述
四年级语文2021年小学上学期期末考试必考题部编人教版
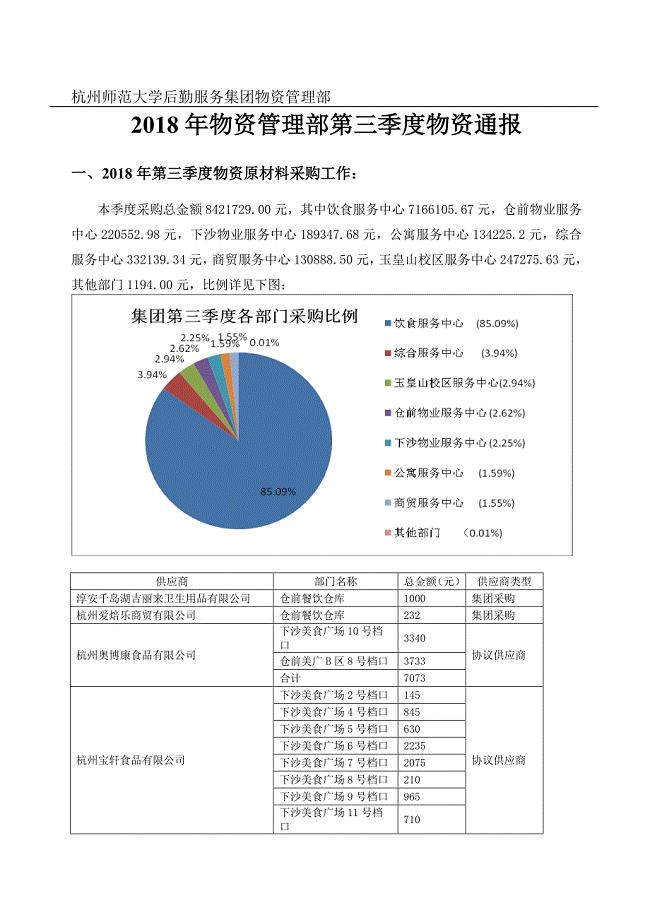
杭州师范大学后勤服务集团物资管理部
 坚持统筹城乡发展全面推进城乡社区建设
坚持统筹城乡发展全面推进城乡社区建设
2024-03-06 4页
珍藏的记忆叙事作文
2024-02-28 10页
沉积构造实验报告
2023-10-26 4页
干部考评工作问题调研汇报
2023-04-30 4页
某化工企业搬迁遗留场地风险评估与土壤修复
2023-11-11 2页
用工承诺书
2024-02-22 16页
咨询师第一次课程结束后的回访话术
2022-09-25 2页
感怀城市新改变喜迎国庆60年征文_1
2022-08-26 2页
家长教子经验交流材料
2022-09-06 16页
汽车行业产业链分析之一:汽车制造行业
2024-02-19 18页