
手柄轴工艺及夹具设计说明书
20页
1、目 录一、零件的分析11.零件的作用12.零件的工艺分析13、零件的工艺分析2二、确定毛坯尺寸,设计毛坯图21.确定机械加工余量,毛坯尺寸和公差22.确定机械加工余量33.确定毛坯尺寸34.确定毛坯尺寸公差35.设计毛坯图4三、基准的选择51.选择基准52.制定工艺路线5四 工序设定8五 确定切削用量及基本时间10六、参考文献19一、零件的分析1.零件的作用题目所既定的零件为输出轴,其主要作用,一是传递转矩,使主轴获得旋转的动力;二是工作过程中经常承受载荷;三是支撑传动零部件。2.零件的工艺分析从零件图上看,该零件是典型的零件,结构比较简单,其主要加工的面有16、20的外圆柱面,一个锥面凸台,一个M10的螺纹孔,图中所给的尺寸精度高,大部分是IT6级;粗糙度方面表现在键槽两侧面、20圆柱表面为Ra1.6, 16外圆柱面为Ra1.6,锥面凸台及端面为Ra0.8, 15.7键槽为Ra3.2,其余为Ra6.3。要求不高,位置要求较严格,表现在40的右端面、20圆柱面。热处理方面需要调质处理,到200HBS,保持均匀。 通过分析该零件,其布局合理,方便加工,我们通过径向夹紧可保证其加工要求,整
2、个图面清晰,尺寸完整合理,能够完整表达物体的形状和大小,符合要求。3、零件的工艺分析3.1确定毛坯的制造形式毛坯的选择和拟定毛坯图是制定工艺规程的最初阶段工作之一,也是一个比较重要的阶段,毛坯的形状和特征(硬度,精度,金相组织等)对机械加工的难易,工序数量的多少有直接影响,因此,合理选择毛坯在生产占相当重要的位置,同样毛坯的加工余量的确定也是一个非常重要的问题。毛坯种类的选择决定与零件的实际作用,材料、形状、生产性质以及在生产中获得可能性,毛坯的制造方法主要有以下几种:1、型材2、锻造3、铸造4、焊接5、其他毛坯。根据零件的材料为45号钢,推荐用型材或锻件,但从经济方面着想,如用型材中的棒料,加工余量太大,这样不仅浪费材料,而且还增加机床,刀具及能源等消耗,而锻件具有较高的抗拉抗弯和抗扭强度,冲击韧性常用于大载荷或冲击载荷下的工作零件,所以使用锻件。3.2零件的生产类型由设计题目知:中批量生产二、确定毛坯尺寸,设计毛坯图1.确定机械加工余量,毛坯尺寸和公差钢质模锻件的公差及机械加工余量按GB/T 12362-2003确定。要确定毛坯的尺寸公差及机械加工余量,应先确定如下各项因素:(1)
3、锻件公差等级 由该零件的功用和技术要求,确定其锻件公差等级为普通等级。(2)锻件质量 通过计算可知零件成品质量为0.36kg,估算为=0.478kg(3)锻件形状复杂系数SS=/=0.85/1.203=0.397该零件为圆形,假设其最大直径为44mm,长126mm,则由公式(5-4)、公式(5-5)得=/44412.27.85=1.203kg由于0.5655介于0.32与0.63之间,故零件形状复杂系数S属等级(4)锻件材质系数为(5)零件表面粗糙度 由零件图知除锥面及右端面=0.8以外其余各加工表面为1.6.。2.确定机械加工余量根据锻件质量、零件表面粗糙度、形状复杂系数查表5-9,由此差得单边余量在厚度方向加工余量为1.52.0mm, 水平方向亦为1.52.0mm,即锻件各外径的单面余量为1.52.0mm,各轴向的单面余量亦为1.52.0mm。3.确定毛坯尺寸上面查得的加工余量适用于机械加工表面粗糙度1.6的表面,余量要适当增大。分析本零件,除锥面和右端面为0.8以外,其余各加工表面为1.6,因此这些表面的毛坯尺寸只需将零件的尺寸加上所查的余量值即可(当表面只粗加工时,可取所查数据
4、中较小的值。当表面需经粗加工和半精加工时,可取其较大值)。综上所述,确定毛坯尺寸见表1表1手柄轴毛坯(锻件)尺寸零件尺寸单面加工余量锻件尺寸22440244122212610221044.确定毛坯尺寸公差毛坯尺寸公差根据锻件质量、材质系数、形状复杂系数从表5-6、表5-7中查得。本零件毛坯尺寸允许偏差件表2表2手柄轴毛坯(锻件)尺寸允许公差锻件尺寸偏差根据24表5-744106表5-61265.设计毛坯图确定圆角半径 锻件的外圆半径按表5-12确定。H=20 t=20 t/H=1 R=5三、基准的选择1.选择基准工件在加工第一道或最初几道工序时,一般选毛坯上未加工的表面作为定位基准,这个是粗基准,该零件选用40外圆柱面作为粗基准来加工16、20外圆柱面和左端面。以上选择符合粗基准的选择原则中的余量最小原则、便于装夹原则,在以后的工序中,则使用经过加工的表面作为定位基准,20的外圆柱面和左端面作为定位基准,这个基准就是精基准。在选精基准时采用有基准重合,基准统一。这样定位比较简单可靠,为以后加工重要表面做好准备。 2.制定工艺路线,选择加工方法2. 1零件表面加工方法的选择:市场经济的前
《手柄轴工艺及夹具设计说明书》由会员鲁**分享,可在线阅读,更多相关《手柄轴工艺及夹具设计说明书》请在金锄头文库上搜索。
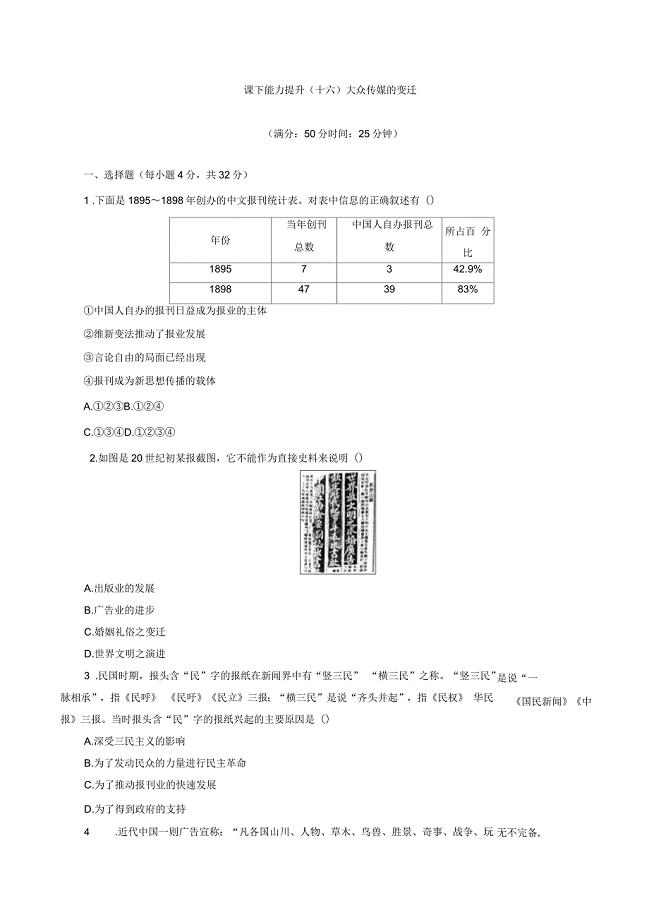
2019年新创新历史人教版高一必修2课下能力提升:(十六)大众传媒的变迁含解析

软件及信息服务外包的分类
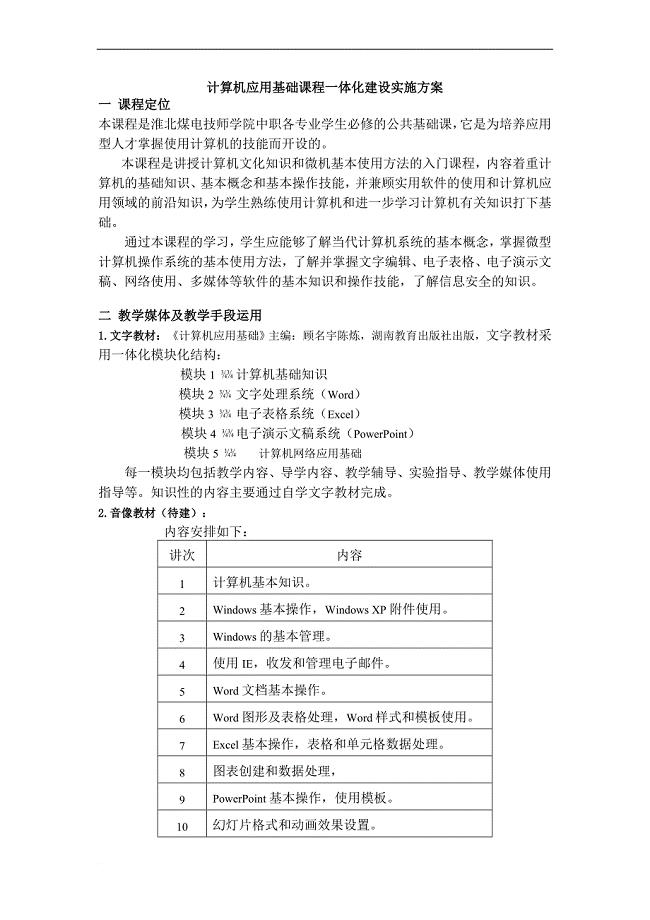
精品资料(2021-2022年收藏的)计算机应用基础课程一体化建设实施方案
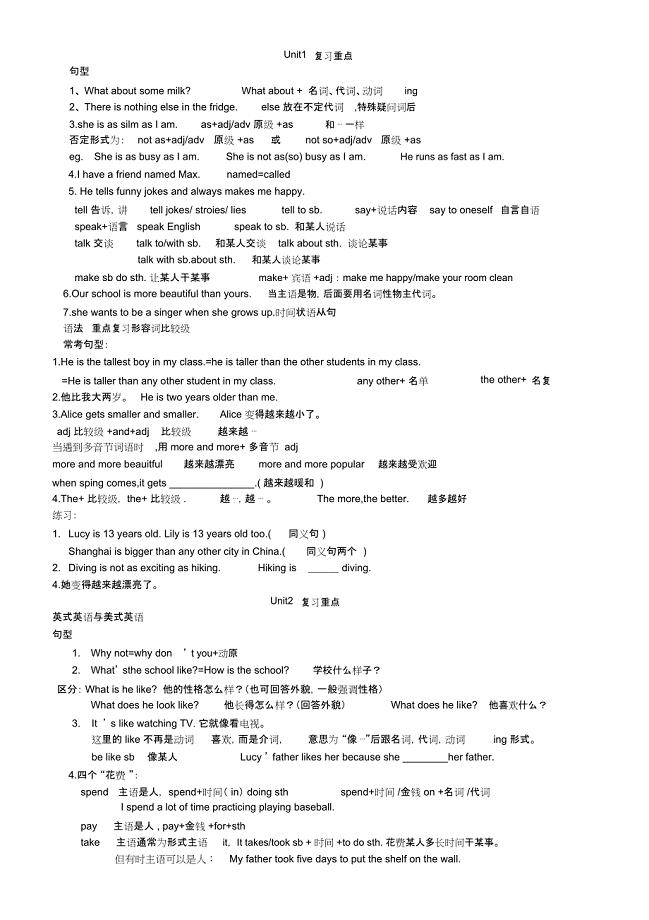
牛津译林8a知识点
三上读写结合心得体会
六年级科学下第一单元7
中班科学《三个好朋友》教案
小班美术兴趣班计划标准样本(2篇).doc
2022年房屋出租合同模板锦集六篇
新《施工组织设计》南京红山窑泵站施工组织设计(标后).doc
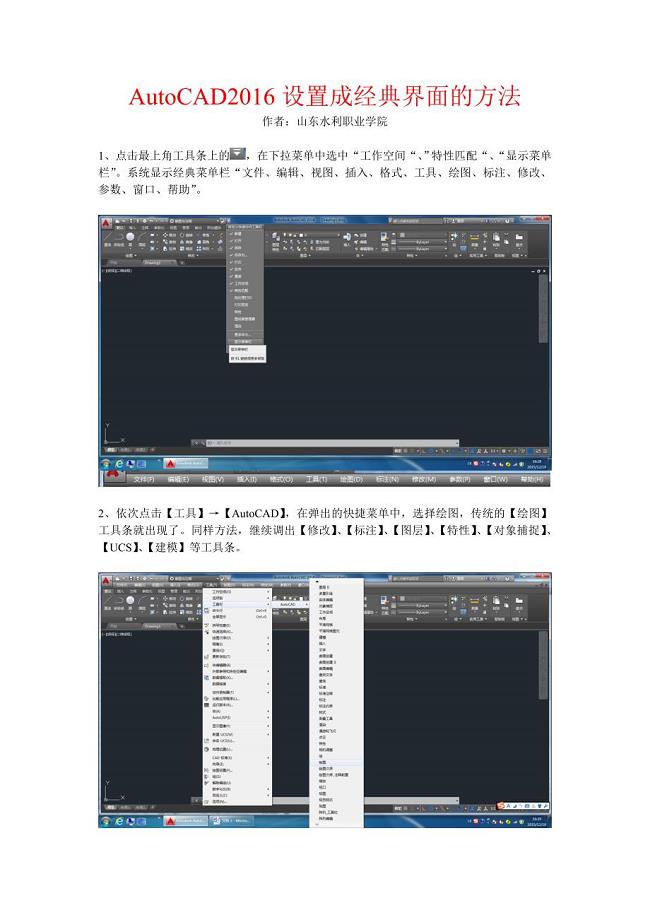
AutoCAD2016设置成经典界面的方法
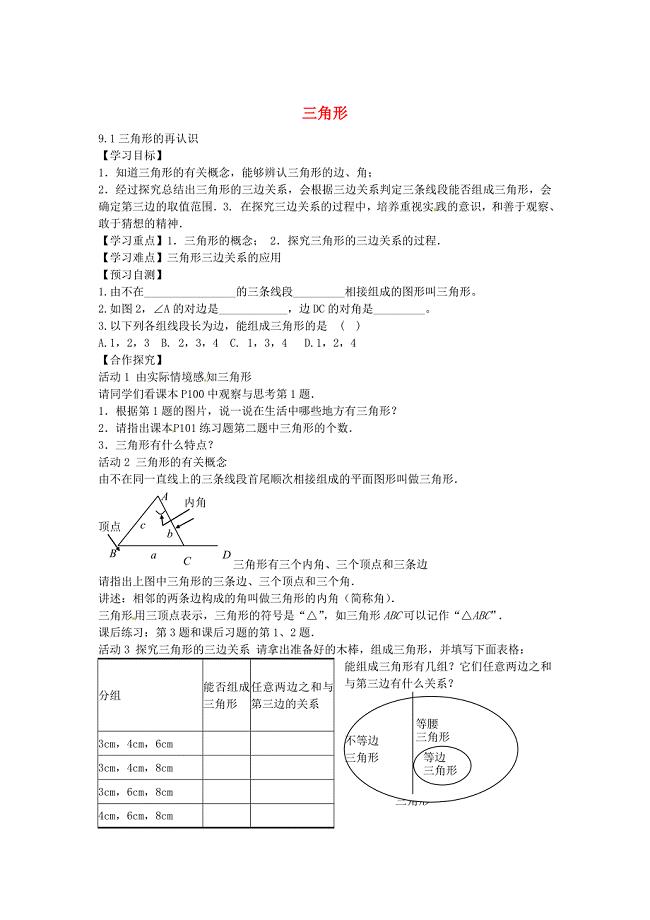
【冀教版】七年级下册:9.1三角形的再认识导学案
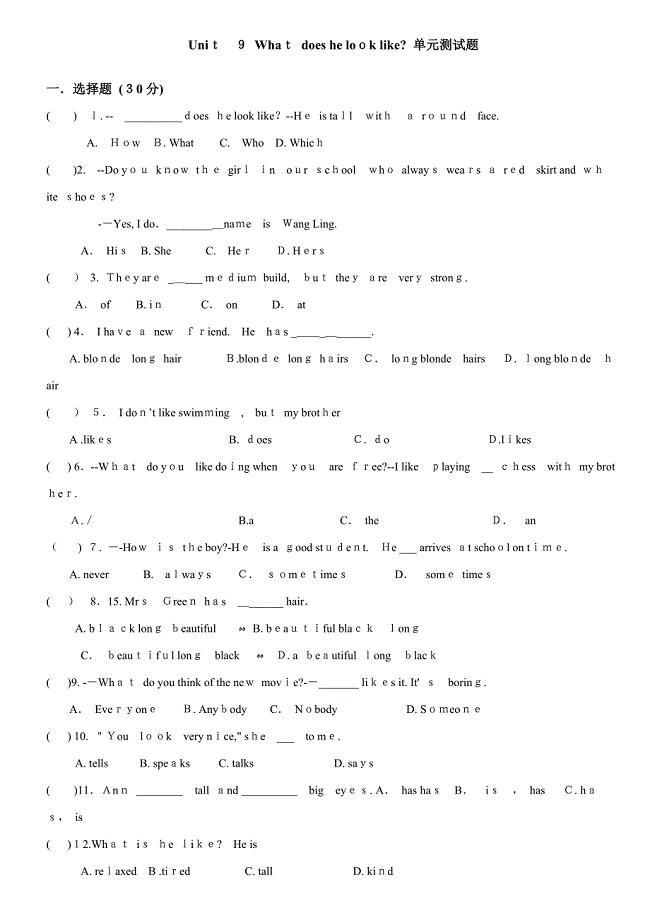
Unit9-What-does-he-lo-like单元测试题
十二五全民科学素质工作自查报告
名词性从句专项练习100题
植树节发言稿
2021年中考作文预测:成长的故事
公司创建设学习型企业汇报材料
200kw空调用水冷冷水机组 设计说明书
新郎婚礼求婚主持词3篇
 SSCK20A数控车床主轴和箱体加工编程设计任务书
SSCK20A数控车床主轴和箱体加工编程设计任务书
2023-04-12 2页
YD5141SYZ后压缩式垃圾车的上装箱体设计说明书
2023-05-22 30页
专用机床PLC控制系统的设计论文
2023-05-27 4页
“以岗设课以证定标以赛提能”的国贸专业课程体系建设路径实践与研究
2024-05-09 7页
“立德树人”视域下英语演讲主题德育内涵研究
2024-05-09 7页
基于新医科背景解剖学课程“三融合”教学机制的创新应用
2024-05-09 9页
教育在生成式人工智能时代的变与不变
2024-05-09 6页
基于网络学习空间的应用型高校专业教师思政育人能力提升研究
2024-05-09 7页
BOPPPS教学法在护理硕士生临床实践教学中的应用研究
2024-05-09 6页
数字赋能“小而精”学校课堂“教-学-评”一体化的实践探索
2024-05-09 4页