
机械设计设计说明书实例
10页
1、课程设计说明书1 摘要1.1课程概况机械制造技术基础是机械类专业的一门主干专业基础课,内容覆盖金属切削原理和刀具、机械加工方法及设备、互换性与测量技术、机械制造工艺学及工艺装备等,因而也是一门实践性和综合性很强的课程,必须通过实践性教学环节才能使学生对该课程的基础理论有更深刻的了解,也只有通过实践才能培养学生理论联系实际的能让你管理和独立工作能力。机械制造技术基础课程设计的前提课程是机械设计、机械制造基础系列课程(机械工程材料、材料成形技术基础、互换性与测量技术和机械制造技术基础)和材料成形技术基础课程设计。因此,学生在设计中要自觉培养自己的独立工作能力,在综合先修客课程知识和参考各种设计资料的基础上,勤于思考,大胆创新。1.2课程设计的目的在结束了机械制造技术基础等前期课程的学习后,通过本次设计师学生所学到的知识得到巩固和加深。培养学生全面综合地应用所学知识去分析和解决机械制造中的问题的能力。通过设计提高学生的自学能力,使学生熟悉机械制造中的有关手册、图表和技术资料,特别是熟悉机械加工工艺规程设计和夹具设计方面的资料,并学会结合生产实际正确使用这些资料。通过设计是学生树立正确的设计理
2、念,懂得合理的设计是技术上的先进,经济上的合理,并且在生产实际中是可行的。通过编写设计说明书,提高学生的技术文件整理、写作及组织编排能力,为学生将来撰写专业技术及科研论文打下基础。1.3课程设计的基本要求(1)了解机械加工工艺规程设计的一般法方法和步骤;(2)了解夹具设计的一般方法和步骤;(3)了解课程设计说明书的编写内容、结构和编排顺序;(4)贯彻机械制图标准化的要求;(5)了解课程设计答辩的要求;(6)理解“生产纲领决定生产类型,进而影响整个工艺规程”这句话的意义;(7)掌握毛坯种类和总加工余量的确定方法;(8)掌握毛坯图的绘制要点;(9)掌握零件图的审查原则;(10)掌握制定机械加工工艺规程时应解决的几个关键问题;(11)掌握工序余量、工序尺寸及其公差的计算方法;(12)掌握切削用量及工时定额的计算方法;(13)掌握“机械加工工艺过程卡片”和“机械加工工序卡片”的填写方法;(14)掌握专用夹具总装图的设计和绘制方法;(15)掌握机械加工工艺规程设计和夹具设计有关资料的查阅的使用方法。2机械加工工艺规程设计所谓工艺,就是指制造产品的技巧、方法和程序。采用机械加工方法,直接改变毛坯的
3、形状、尺寸、各表面间相互位置及表面质量,使之成为合格零件的过程,称为机械加工工艺过程。机械加工工艺工程有一定顺序排列的若干道工序组成,每一道又可细分为安装、工位、工步及走刀等。所谓机械加工工艺规程是指将制定好的零部件的机械加工工艺个过程按一定的格式(通常为表格或图表)和要求描述出来,作为指令性技术文件用以指导生产,简称工艺规程。2.1零件生产类型确定由机械制造工艺设计简明手册表1.1-2可知,该零件的生产类型为大批量生产。2.2零件的结构工艺性和技术要求分析零件技术要求技术要求包括尺寸精度要求、形状精度要求、位置精度要求、表面粗糙度要求、材料及热处理要求、物理机械性能要求和其他要求。曲柄零件技术要求表加工面加工精度要求表面质量要求两端面A、B17,未注公差尺寸,是大孔、小孔1、2的基准平面大孔直径f18H8(),孔口倒角145,与侧面垂直度为0.05小孔1直径f10H9(),孔口倒角145,与侧面垂直度为0.05,与大孔的中心距为70 小孔2直径f10H9(),孔口倒角145,与侧面垂直度为0.05,与大孔的中心距为100 径向孔直径f4,通过两孔中心线连线及侧面对称面倒角平面孔口倒角
4、为145侧面孔平面直径f9,通过两孔中心线连线及侧面对称面零件结构工艺性零件结构工艺性是指设计的零件能否在现有的技术水平及设备条件下被经济、方便地制造出来,能否使用高效率的制造方法,能否充分发挥设备能力。零件结构工艺性存在于零部件生产和使用全过程,包括材料选择、毛坯生产、机械加工、热处理、机器装配、使用、维护、报废、回收和再利用等。在课程设计中只是考虑零件的毛坯生产、机械加工、热处理方面的结构工艺性。2.3毛坯的选择工艺人员要依据零件的设计要求,确定毛坯的种类、形状、尺寸及制造精度等。毛坯选择合理与否,对零件质量、金属消耗、机械加工量、生产效率和加工过程有直接的影响。毛坯的制造形式毛坯种类的选择主要依据的是以下几种因素:(1)设计图样规定的材料及机械性能;(2)零件的结构形状及外形尺寸;(3)零件制造经济性;(4)生产纲领;(5)现有的毛坯制造水平。根据机械制造工艺设计简明手册表1.3-2可得:毛坯种类制造精度(CT)毛坯尺寸公差(mm)原材料工件尺寸工件形状加工余量等级生产率生产类型其他金属型铸造81013灰铸铁中小型复杂G高大批大量生产设备复杂工人水平可降低毛坯形状的确定毛坯形状应
《机械设计设计说明书实例》由会员s9****2分享,可在线阅读,更多相关《机械设计设计说明书实例》请在金锄头文库上搜索。
标识牌尺寸要求
教师个人信息技术提升研修计划标准样本(3篇).doc
家长护学岗倡议书
房产抵押贷款合同(二).doc
推荐儿童文学作或书目
东北农业大学21春《动物生理学》在线作业二满分答案32
车辆转让协议模板(9篇)
标准大骨瓣减压手术的适应症、手术规范及注意事项
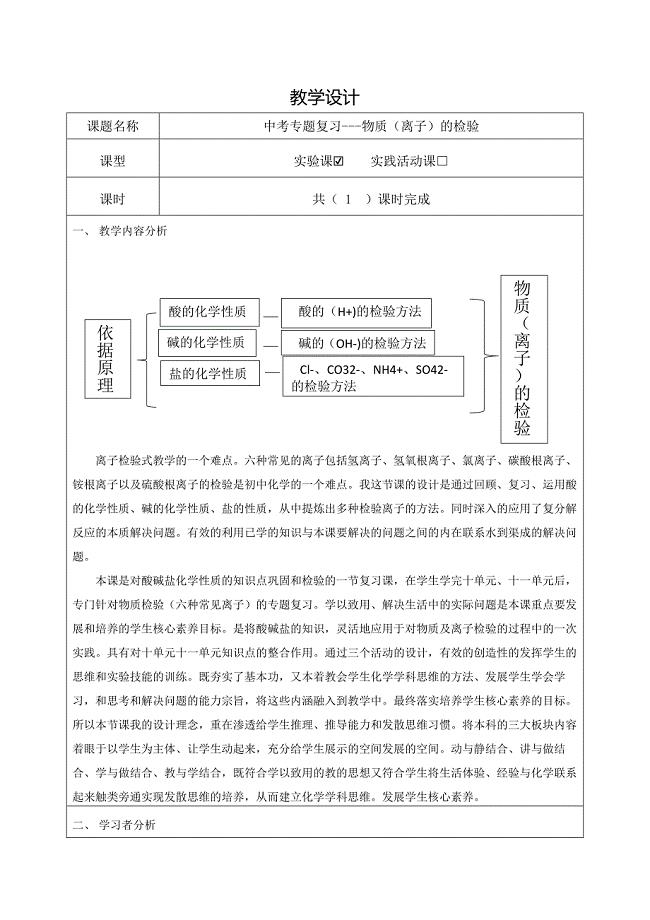
《中考专题复习---物质(离子)的检验》教学设计
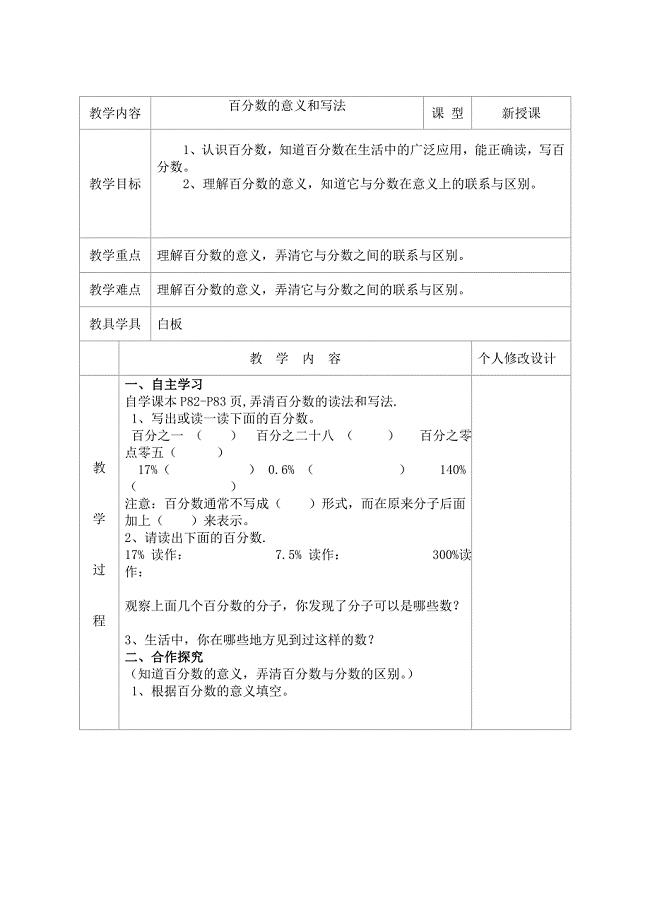
六年级数学最新人教版上第六单元百分数一全教案
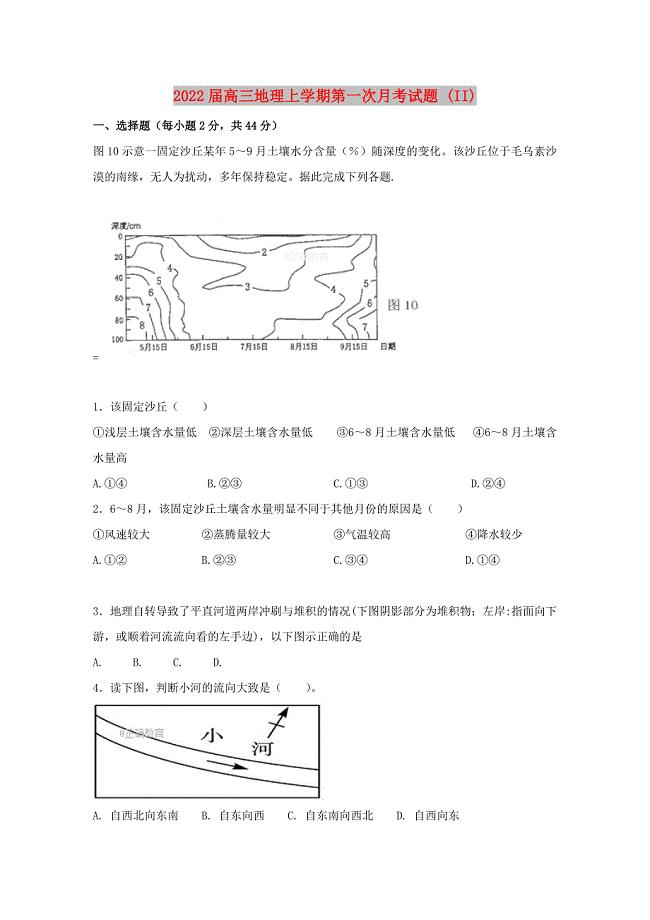
2022届高三地理上学期第一次月考试题 (II)
双十一活动策划方案(家电)
员工轮岗管理实施办法(CG120)
骨干教师工作计划参考范本(2篇).doc
今日学堂的介绍信
大型紫薇盆景苗木销售合同
论网络化图书馆的信息资源建设
GMP知识培训讲义质量管理、质量保证
淘宝客服个人工作总结模板(三篇).doc
2023年咨询继续教育环保工程师与规范试卷答案88分
 沈阳建筑电气毕业设计论文说明书模板
沈阳建筑电气毕业设计论文说明书模板
2022-09-13 53页
皮亚杰的认知发展的游戏理论.doc
2022-12-22 6页
建筑施工现场重大危险源控制.doc
2023-07-03 7页
Photoshop输出透明背景的gif图像
2023-11-23 2页
考试小抄单选题 (1)
2023-11-24 4页
ROGG20专业Aegis监控系统
2022-12-16 2页
Catia高级曲面之包裹曲面命令
2023-08-30 6页
综合教务管理系统-数据流图与数字字典
2023-10-15 2页
微生物检验试题及答案;
2022-09-12 5页
离婚协议书~山东省民政厅版本370508-精编版
2023-05-16 4页