
“垫板”零件冲压工艺及模具设计
30页
1、九海学院JIU JIANG UNIVERSITY课程设计题 目“垫板”零件冲压工艺及模具设计院 系机械与材料工程学院专 业模具设计与制造姓 名XXX年 级XXX指导教师XXX2014年4 月前言1第一章冲压件31.1形状与尺寸3第二章零件的工艺性分析42.1 零件的工艺性分析42.2 确定冲裁件的工艺方案4第三章冲压模具总体结构设计53.1 模具类型53.2 导向与定位方式53.3 卸料与出件方式53.4 模架类型及精度53.5 凸模设计5第四章工艺设计计算64.1 排样设计计算64.2 计算压力与压力中心、初选压力机74.3 计算凸凹模刃口尺寸及公差8第五章 设计选用零件、部件绘制模具总装草图95.1 凹模设计95.2 凸模设计105.2.1 凸模形式与固定方法105.2.2 凸模长度计算105.2.3 凸模强度、刚度校核115.2.4 凸模材料和技术条件115.3 凸凹模设计125.3.1 凸凹模结构形式与固定方法125.3.2 校核凸凹模的强度135.4 定位零件135.5 卸料与出件装置145.6 模架及其他零件的选用155.6.1 模柄155.6.2 模座165.6.3 垫板
2、165.6.4 冲压设备的选择185.6.5 紧固件的选用 .18第六章压力机的校核196.1 公称压力196.2 工作台面尺寸19第七章模具主要加工工艺规程的编制207.1 冲压模具制造技术要求207.2 总装工艺207.3 加工要求227.4 主要零件加工工艺227.4.1 垫板的加工工艺227.4.2 凸模固定板的加工工艺227.4.3 冲孔凸模的加工工艺237.4.4 卸料板的加工工艺237.4.5 落料凹模加工工艺237.4.6 凸凹模的加工工艺247.4.7 凸凹模固定板的加工工艺24第八章 总结25参考文献26#冲压是利用安装在冲压设备 (主要是压力机) 上的模具对材料施加压力, 使其产生分离或塑性变形, 从而获得所需零件 (俗称冲压或冲压件) 的一种压力加工方法。 冲压通常是在常温下对材料进行变形加工, 且主要采用板料来加工成所需零件, 所以也叫冷冲压或板料冲压。 冲压是材料压力加工或塑性加工的主要方法之一,隶属于材料成型工程。冲压所使用的模具称为冲压模具, 简称冲模。 冲模是将材料 (金属或非金属)批量加工成所需冲件的专用工具。 冲模在冲压中至关重要, 没有符合要求的
3、冲模,批量冲压生产就难以进行; 没有先进的冲模, 先进的冲压工艺就无法实现。 冲压工艺与模具、 冲压设备和冲压材料构成冲压加工的三要素, 只有它们相互结合才能得出冲压件。 与机械加工及塑件加工的其它方法相比, 冲压加工无论在技术方面还是经济方面都具有许多独特的优点。主要表现如下。(1) 冲压加工的生产效率高,且操作方便,易于实现机械化和自动化。(2) 冲压时由于模具保证了冲压件的尺寸与形状精度,且一般不压件的表面质量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,具有“一模一样”的特征。(3) 冲压可加工出尺寸范围较大、形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁、 覆盖件等, 加工冲压时材料的冷变形硬化效应, 冲压的强度和刚度均较高。(4) 冲压一般没有切屑碎料生成, 材料的消耗较少, 且不需要其它加热设备,因为是一种省料,节能的加工方法,冲压件的成本较低。由于冲压加工的零件种类繁多, 各类零件的形状、 尺寸和精度要求又各不相同, 因而生产中采用的冲压工艺方法也是各种各样的。 概括起来, 可分为分离工序和成形工序两大类:分离工序是指将坯料沿一定的轮廓线分离而获得一定形状、尺
4、寸和断面质量的冲压(俗称冲压件)的工序;成形工序是指使坯料在不破坏的条件下产生塑性变形而获得一定形状和尺寸的冲压件的工序。上述两类工序, 按基本变形方式不同又可分为冲裁、 弯曲、 拉伸和成形四种基本工序,每种基本工序还包括有多种单一工序。在实际生产中, 当冲压件的生产批量较大、 尺寸较少而公差要求较小时, 若用分散的单一工序来冲压是不经济甚至难于达到要求。 这时在工艺上多采用集中的方案, 即把两种或两种以上的单一工序集中在一副模具内完成, 称为组合的方法不同。复合冲压在压力机的一次工作行程中, 在模具的同一个工位上同时完成两种或两种以上不同单一工序的一种组合方式。级进冲压在压力机上的一次工作行程中, 按照一定的顺序在同一模具的不同工位上完成两种或两种以上不同单一工序的一种组合方式。复合 - 级进在一副冲模上包括复合和级进两种方式的组合工序。冲模的结构类型也很多。 通常按工序性质可分为冲裁模、 弯曲模、 拉伸模和成形模等; 按工序的组合方式可分为单工序模、 复合模和级进模等。 但不论何种类型的冲模, 都可看成是由上模和下模两部分组成, 上模被固定在压力机工作台或垫板上,是冲模的固定部分。
《“垫板”零件冲压工艺及模具设计》由会员pu****.1分享,可在线阅读,更多相关《“垫板”零件冲压工艺及模具设计》请在金锄头文库上搜索。
找骆驼李红艳
中级银行从业资格考试《法律法规》考前(难点+易错点剖析)押密卷附答案29
局外人读书笔记
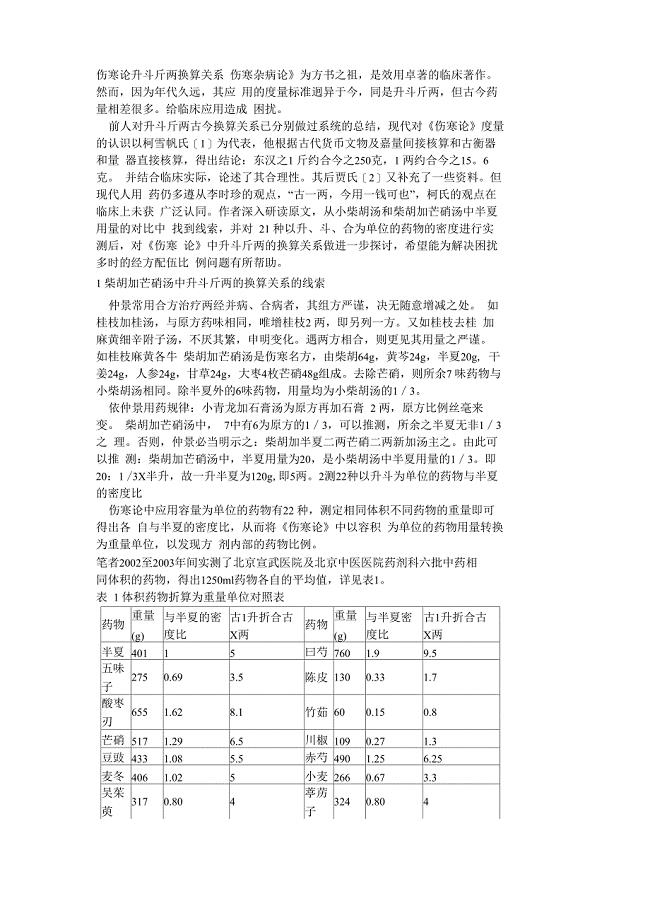
伤寒论升斗斤两换算关系
想念情人的祝福语
湖南省邵阳市洞口四中2019-2020学年高二化学上学期期中试题
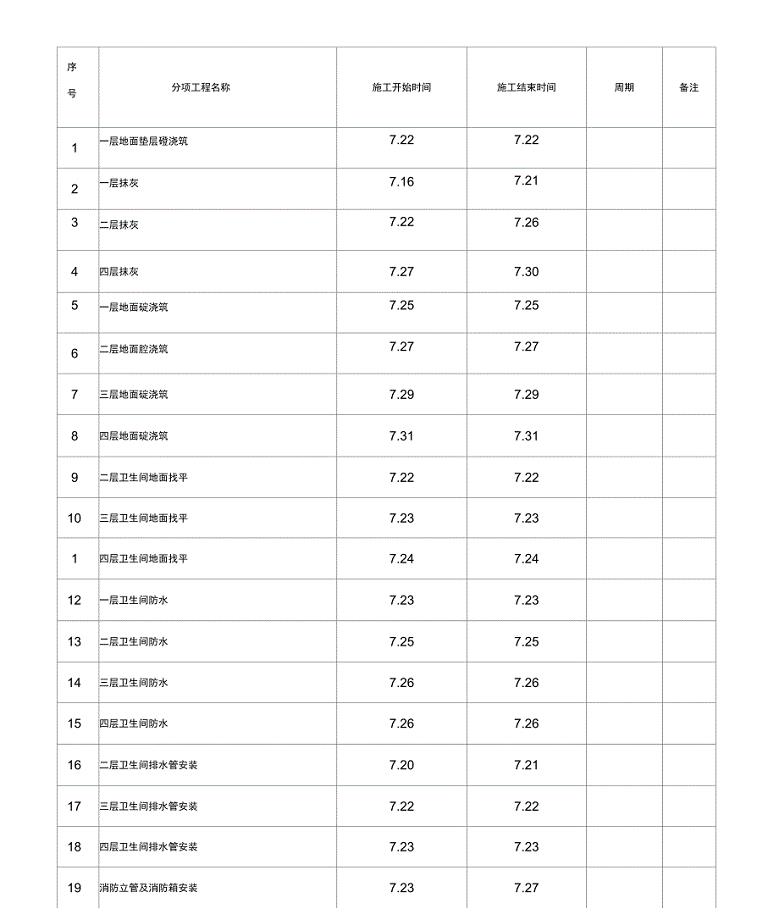
倒排进度计划
一年级语文学期教学工作计划(四篇).doc
体育求职信汇总五篇
传感器与检测技术(复习提纲)重点
废旧金属买卖合同范文
UV光固化墨水项目用地申请报告_范文模板
地方病防治工作计划.doc
水暖管道接头项目建议书写作模板-代写定制
我的小伙伴教学设计
2023保育员个人年度成长计划样本(四篇).doc
北师大版三年级数学下册《猴子的烦恼》教学设计
浅述实施企业全面预算管理.doc
班级雏鹰母亲节活动总结范本(2篇).doc
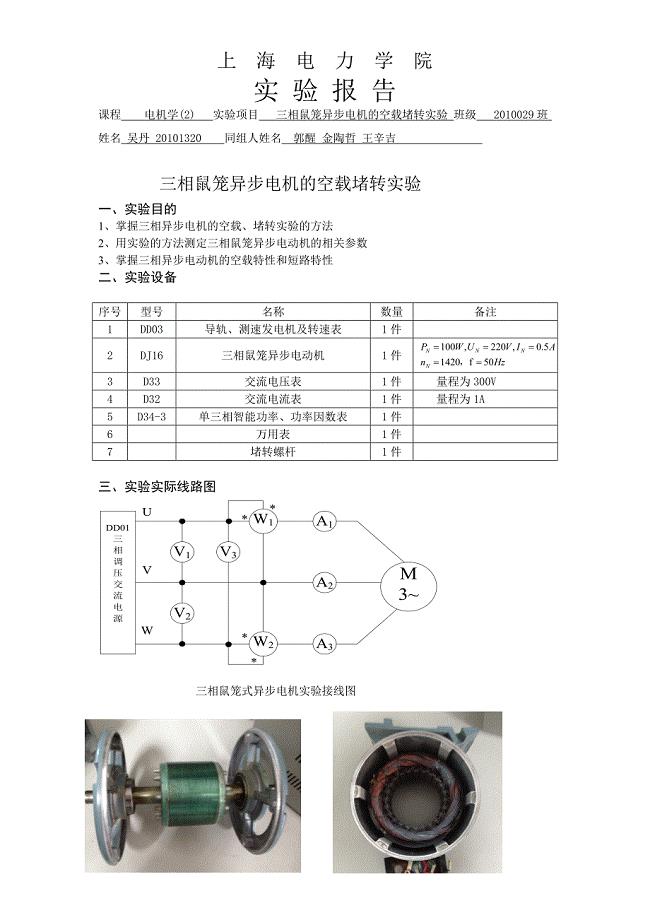
三相鼠笼异步电机的空载堵转实验吴丹
 毕业设计(论文)-一种树枝粉碎机的设计
毕业设计(论文)-一种树枝粉碎机的设计
2022-11-08 31页
在深化机关作风整顿优化营商环境会议上的表态发言
2024-02-18 3页
支撑掩护式液压支架的设计(下载送图纸)
2023-04-20 82页
田一幼综合楼施工组织设计
2023-07-25 153页
企业定向增发的动机及财务后果研究论文设计
2023-07-25 44页
金融学概专业 论物流金融市场的国内外现状比较研究
2023-10-10 6页
机械制造技术课程设计-轴齿轮的加工工艺及钻28孔夹具设计
2022-09-04 29页
城市规划原理名词解释
2023-10-15 11页
机械原理课程设计-基于ADAMS的双发动机速度指示机构的仿真与分析
2024-01-06 10页
学习体会关于学习《行政伦理学》课程学习体会
2023-04-17 4页