
毕业设计(论文)-梳子注塑模具设计(全套图纸)
23页
1、艺术与信息工程学院毕业设计方案 题目:塑料梳子模具设计子题: 专 业: 机械工程及自动化指导教师: 学生姓名: 班级-学号: 2014年 12 月19 日1. 绪 论模具工艺是工业生产的基础工艺装备,被称为工业之母。模具是大批量生产各种机电与家电产品零件必备的基础工艺装备,是进行少无切削加工的主要工具。75%的粗加工零件和精加工零件都是由模具工艺成型的,绝大部分塑料制品也由模具成型。模具工艺涉及机械、电子、汽车、化工、冶金、建材、轻工业等各个行业,有十分广泛的应用范围。自80年代以来,我国模具工业也迅速发展,在未来的模具市场中,塑料模在模具总量中的比例将逐步提高。模具技术水平的高低,将直接影响产品质量、成本、产量、新产品的投产和老产品更新换代的周期,以及企业产品结构调整速度与市场竞争力。因此,模具技术水平是衡量一个国家制造技术水平的主要标志,模具工业的发展是国家制造业发展的前提,是国民经济的基础工业。全套图纸,加1538937061.1 国外塑料模具的发展状况 国外先进国家对发展塑料模很重视,塑料模比例一般占30%-40%。国外模具日趋专业化、标准化程度高、设计和工艺技术先进,如模具C
2、AD/CAM技术采用普遍,加工设备数控化率高等,模具生产效率高、周期短。工艺装备水平CAE技术在欧美已经逐渐成熟。在注射模设计中应用CAE分析软件,模拟塑料的冲模过程,分析冷却过程,预测成型过程中可能发生的缺陷。CAE技术在模具设计中的作用越来越大。一些寿命高的和高精度的模具拿制作模具的原材料来说,国内的材料很难达到大型、精密模具所需要的性能要求、CAE CAD CAM.CAPP等软件很多都是国外的。拿塑封模具来说,国外一次可以加工出上百个型腔的模具,还有热流道技术、气辅成型这些工艺应用都很普遍。德国的模具很多采用热流道技术,使用热流道技术,产品的质量好,成型周期短,精度高。 美国塑料(原料)的产量多年来一直雄居各国之首。早在80年代前期,美国塑料产量就已达2000万吨之多,1986年增至2310万吨,占全球总产量8100吨的28.5,此后美国塑料产量继续呈现稳定增长之势。德国是世界最大的塑料(原料)生产国之一,上世纪90年代初,德国塑料产量就为990多万吨,2000年增加至1550万吨,超过日本成为世界第2大塑料生产国,德国2001年的国内塑料消费量为1280万吨,其中聚乙烯265万
3、吨,聚丙烯155万吨氯乙烯152万吨。日本在很长一段时期内都是仅次于美国的世界第2大塑料生产国。日本的塑料产量曾经连续多年增长,年产量在70年代中期就已达500多万吨,1991年达约1300万吨,1992年和1993年因受经济下滑的影响,产量略有减少。从1994年起产量再度增长,1997年产量达到1521万吨,首次超过1500万吨。但这种增势在1998年受到遏制,产量大幅度减少。到2002年日本塑料(原料)的产量减至1361万吨。此时中国增为1366万吨,日本退居第4位。韩国塑料产量增长十分迅速,1986年超过200万吨,2001年达1200万吨,跻身于世界5大塑料生产国之列。韩国塑料原料产品中以聚乙烯居首,聚丙烯以238万吨排在第2位。1.2 我国塑料模具的发展状况 我国的塑料模具工业从起步到现在历经半个多世纪,有了很大的发展,模具水平也有了较大程度的提高。在大型模具方面已能生产48英寸大屏幕彩电塑壳注射模具、6.5kg大容量洗衣机全套塑料模具以及汽车保险杠和整体仪表板等塑料模具;在精密塑料模具方面,已能生产照相机塑料件模具、多型腔小模数齿轮模具及塑封模具。如我国制造的多腔VCD和D
4、VD齿轮模具,所生产的齿轮塑件的尺寸精度、同轴度、跳动等要求都达到了国外同类产品的水平,而且还采用最新的齿轮设计软件,纠正了由于成型收缩造成的齿形误差,达到了标准渐开线齿形要求。 在成型工艺方面,高效多色注射模、多材质塑料成型模、镶件互换结构和抽芯脱模机构的创新设计方面也取得较大的进展。气体辅助注射成型技术的使用更趋成熟,如青岛海信模具有限公司等厂家成功地在2934英寸电视机外壳以及一些厚壁零件的模具上运用气辅技术。热流道模具也开始推广, 一般采用内热式或外热式热流道装置,少数单位采用具有世界先进水平的高难度针阀式热流道装置,少数单位采用具有世界先进水平的高难度针阀式热流道模具。但总体上热流道的采用率达不到10%,与国外的5080%相比,差距较大。 在制造技术方面,CAD/CAM/CAE技术的应用水平上了一个新台阶,以生产家用电器的企业为代表,陆续引进了相当数量的CAD/CAM系统。这些系统和软件的引进,虽花费了大量资金,但在我国模具行业中,实现了CAD/CAM的集成,并能支持CAE技术对成型过程,如充模和冷却等进行计算机模拟,取得了一定的技术经济效益,促进和推动了我国模具CAD/CA
《毕业设计(论文)-梳子注塑模具设计(全套图纸)》由会员壹****1分享,可在线阅读,更多相关《毕业设计(论文)-梳子注塑模具设计(全套图纸)》请在金锄头文库上搜索。
巩固发展创建文明城市工作情况汇报
留守儿童帮扶计划书
药品补充申请办事指南优秀范文五篇
初级银行从业《风险管理》考前(难点+易错点剖析)押密卷答案参考90
新教材八年级数学上册 1.1.1 探索勾股定理教学案北师大版
2023年农村房屋转让合同(份范本)
驾驶员年终工作总结范本(5篇).doc
2022年11月广东外语外贸大学门诊部公开招聘1名非事业编制工作人员笔试参考题库(答案解析)

购买土地合同样本(九篇).doc

小学一年级下学期少先队工作总结
小学六年级数学列方程解稍复杂的分数应用题教案
县领导城市管理会议讲话模板(2篇)
云南省迪庆州香格里拉中学2019-2020学年高一物理上学期期末考试试题
环保的工作总结范文5篇

黑龙江医保服务项目可研报告【参考模板】
临水临电专项施工方案
二手车买卖合同协议书范文(六篇)
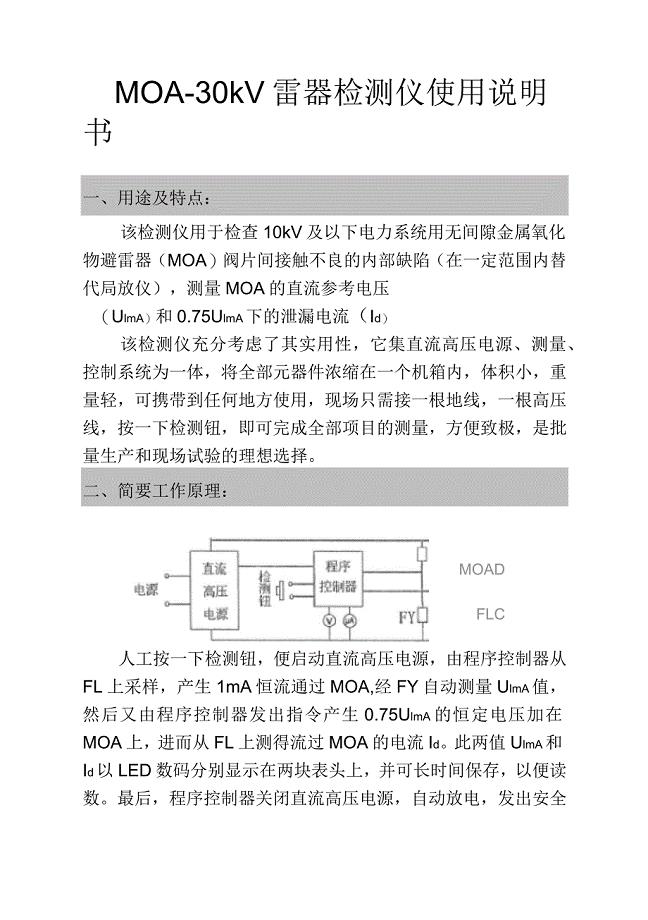
MOA-30KV避雷器检测仪使用说明书
开幕式表演解说词

×××农电局供电所制度
 于AES加密的银行客户信息管理系统设计与实现
于AES加密的银行客户信息管理系统设计与实现
2023-07-28 43页
电子技术基础课程设计--交通灯控制器设计
2024-01-31 15页
毕业论文--GPS在公路控制测量中的应用
2023-05-27 29页
室内设计合同标准
2023-01-19 8页
吉林省长白山景区发展现状及对策研究
2023-03-04 21页
公益广告设计与发布中的问题研究--毕业论文
2022-08-09 13页
农村小额信贷可持续发展研究
2023-09-21 41页
国际家庭日的来历
2022-08-24 8页
毕业设计(论文)-传动箱体加工工艺及夹具设计
2023-07-21 24页
小学校长在民主评议政风行风动员大会上的讲话
2022-10-21 5页