
轴承座加工制作工艺
10页
1、word1、轴承座的工艺分析与生产类型确实定1.1、轴承座的用途1零件的作用上紧定螺丝,以达到内圈周向、轴向固定的目的 但因为内圈内孔是间隙配合,一般只用于轻载、无冲击的场合。2零件的工艺分析该零件为轴承支架,安装轴承,形状一般,精度要求并不高,零件的主要技术要求分析如下:参阅附图1由零件图可知,零件的底座底面、端面、槽与轴承座的顶面有粗糙度要求,其余的外表精度要求并不高,也就是说其余的外表不需要加工,只需按照铸造时的精度即可。底座底面的精度为Ra6.3,端面与内孔的精度要求为Ra12.5,槽的精度要求为Ra1.6,轴承座顶面精度要求为Ra3.2。轴承座在工作时,静力平衡。1.2、轴承座的技术要求:该轴承座的各项技术要求如下表所示:加工外表尺寸偏差mm公差与精度等级外表粗糙度(um)形位公差(mm)低端面400X160IT10轴承座前后端面130IT1054上端面54IT10120上端面250IT10120上侧端面1700IT10/A轴承座上端面50X160IT10300x80的槽140IT10120的半孔1200 IT1025的孔25IT1026的孔26IT1026孔上外表凸台54I
2、T1040*40孔,40*40IT1055*55孔55*55IT101.3、审查轴承座的工艺性该轴承座结构简单,形状普通,属一般的底座类零件。主要加工外表有120上侧端面,要求其两个端面平行度满足0.06mm,其次就是;25和26孔通过专用的夹具和钻套能够保证其加工工艺要求。该零件除主要加工外表外,其余的外表加工精度均较低,不需要高精度机床加工,通过铣削、钻床的粗加工就可以达到加工要求。由此可见,该零件的加工工艺性较好。1.4、确定轴承座的生产类型初步确定工艺安排为:加工过程划分阶段;工序适当集中;加工设备以通用设备为主, 采用专用工装。2、确定毛胚、绘制毛胚简图2、确定毛胚、绘制毛胚简图零件材料为HT200,考虑零件在机床运行过程中所受冲击不大,零件结构又比拟简单,生产类型为中批生产,应当选择木摸机械砂型铸件毛坯。选用铸件尺寸公差等级为CT10。这对提高生产率,保证产品质量有帮助。此外为消除剩余应力还应安排人工时效。由轴承座的功用和技术要求,确定该零件的公差等级为CT=10。项目机械加工余量/mm尺寸工差/mm毛坯尺寸/mm备注低端面54上端面轴承座上端面1120上端面5130120
3、上侧端面541602120的半孔1轴承座前后端面4123、 拟定轴承座工艺路线4、 3.1、定位基准的选择3.1.1精基准的选择按照粗基准的选择原如此为保证不加工外表和加工外表的位置要求,应选择不加工外表为粗基准。根据零件图所示,故应选轴承底座上外表为粗基准,以此加工轴承底座底面以与其它外表。3.1.2粗基准的选择考虑要保证零件的加工精度和装夹准确方便,依据“基准重合原如此和“基准统一原如此,以粗加工后的底面为主要的定位精基准,即以轴承座的下底面为精基准。3.2 、外表加工方法确实定根据轴承座零件图上的各加工外表的尺寸精度和外表粗糙度,确定加工件各外表的加工方法,如下表所示:加工外表尺寸精度等级外表粗糙度Ra/um加工方案400X160底面IT10粗铣-半精铣120上端面IT10粗铣-半精铣54上端面IT10粗铣轴承座前后端面IT10粗铣160x25的槽IT10粗铣-精镗120的半孔IT10粗镗-半精镗26孔IT10钻25的孔IT10钻40*40孔IT10粗铣55*55孔IT10粗铣130的半孔IT10粗铣3.3、加工阶段的划分该轴承座加工质量要求一般,可将加工阶段划分为粗加工、半精加
4、工两个阶段。在粗加工阶段,首先将精基准轴承座右端面和26孔准备好,使后续工序都可采用精基准定位加工,保证其他外表的精度要求;然后粗铣轴承座左端面、方形端面。在半精加工阶段,完成轴承座左端面的精铣加工和120孔的镗-半精镗加工与25孔等其他孔的加工。3.4、工序的集中与分散 选用工序集中原如此安排轴承座的加工工序。该轴承座的生产类型为大批生产,可以采用万能型机床配以专用工、夹具,以提高生产率;而且运用工序集中原如此使工件的装夹次数少,不但可缩短辅助时间,而且由于在一次装夹中加工了许多外表,有利于保证各加工外表的相对位置精度要求。3.5、工序顺序的安排1遵循“先基准后其他原如此,首先加工精基准轴承座右端面和26孔。2遵循“先粗后精原如此,先安排粗加工工序,后安排精加工工序。3遵循“先面后孔原如此,先加工轴承座右端面,再加工25孔。3.5.2热处理工序铸造成型后,对铸件进展退火处理,可消除铸造后产生的铸造应力,提高材料的综合力学性能。该轴承座在工作过程中不承受冲击载荷,也没有各种应力,故采用退火处理即可满足零件的加工要求。3.5.3辅助工序在半精加工后,安排去毛刺、清洗和终检工序。综上所述,
《轴承座加工制作工艺》由会员夏**分享,可在线阅读,更多相关《轴承座加工制作工艺》请在金锄头文库上搜索。
![[最新]浙江省高考语文总复习:高考仿真适应模拟练3含答案](https://union.152files.goldhoe.com/2023-8/21/ef73ed82-9ecd-45fd-833e-6a6744dd8b1c/pic1.jpg)
[最新]浙江省高考语文总复习:高考仿真适应模拟练3含答案
商品房出租合同电子版(四篇).doc
标准版劳动合同标准模板(七篇)
最新竞选大队委演讲稿
供应商管理及审核流程
高效液相色谱技术及其应用.总结
幼儿园给家长的一封信国宁幼儿园春季致幼儿家长的一封信
安全驾驶心得体会
精选公司员工年终个人工作总结格式范本(二篇).doc
天猫运营经理岗位的主要职责表述(2篇).doc

房地产开发企业因签订的合同种类多
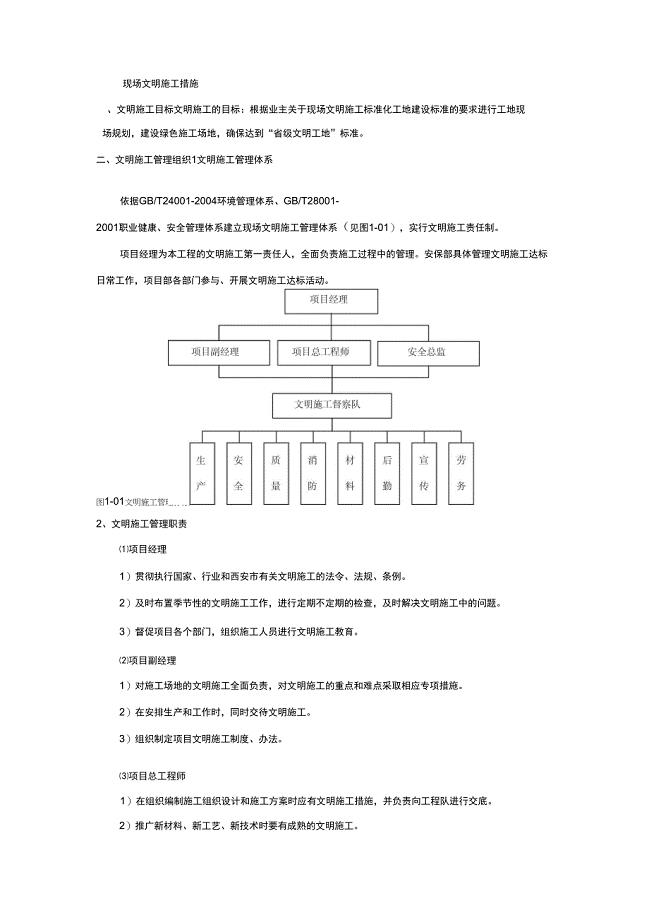
地铁施工现场安全文明措施
安全生产工作制度经典版(四篇).doc
QQ个性署名伤感心累了:为何伤透我的心只在一瞬间QQ个性署名累
秋防震演练方案电子版(二篇)
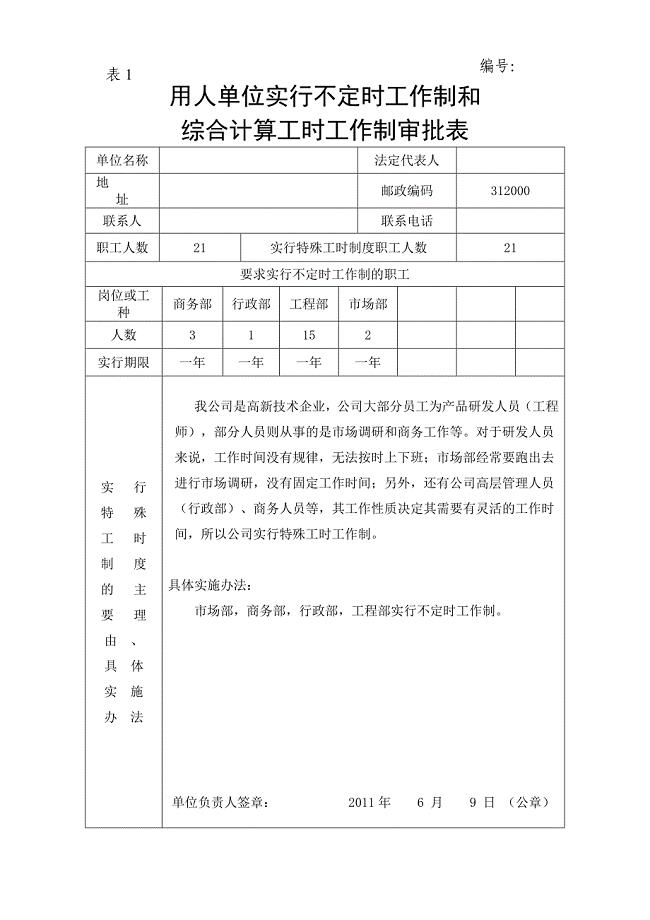
不定时工作制审批表
翻译中地语序调整
2011年二级建造师土建(含3科)真题及答案
小学生六年级写事
高考化学二轮复习教案专题十五综合实验与探究教师版Word版
 清洁生产及工业废水综合治理工程可行性研究报告(DOC 61页)
清洁生产及工业废水综合治理工程可行性研究报告(DOC 61页)
2022-08-01 61页
一年级星级评价细则及表格
2023-01-19 8页
中建施工现场临时用电施工组织设计【整理版施工方案】(DOC 21页)
2023-10-08 21页
冷却水温度检测系统课程设计说明书-毕业论文
2022-12-08 33页
工程监理规划范例
2023-11-10 43页
高中数学北师大版必修5 第一章3.2第二课时 等比数列的性质 作业 Word版含解析
2023-10-04 4页
影响人际吸引的各种因素
2023-07-26 6页
毕业设计实验气动夹紧装置控制面板设计与制作
2023-08-02 56页
墙面干挂石材施工工艺标准【方案】(DOC 33页)
2023-07-09 36页
SCD200型施工升降机施工组织设计
2023-05-16 17页