
手工及自动焊接操作要点
7页
1、第一章 手工及自动焊接操作要点1. 自动焊接的原理、优点及可变因素1.1 GTAM的原理自动焊接是一种用轨道形式的惰性气体鎢极弧焊技术(简称GTAM)。它会在一个不损耗钨(或钨合金)钨棒和工件之间产生电弧。钨棒通常装在转子中。GTAM会将一种防护气体(通常是氩)送往焊接部位。防护气体会包住焊接部位和钨棒,防止氧化或被空气污染。用于焊接的电弧是籍由电流通过导电的离子化之防护气体而产生的。电弧会在钨棒尖和工件之间产生。电弧产生的热溶化金属。GTAM会精确的控制输入焊接点的温度。1.2 GTAM的优点1) 较高的焊接品质2) 准确的控制热输入3) 采用不同的焊接方式可以焊接不同的金属4) 有无填料均可5) 消除喷溅6) 节约时间7) 较大程度的保护人体不受伤害 1.3 GTAM的可变因素1) 电弧电流在钨棒和工件之间测量的电流。电弧电流控制溶深。2) 电弧电压在钨棒和工件之间测量的电压。电弧电压控制溶池宽度。溶池宽度与电弧长度成正比。电弧长度应在保证不粘钨棒的情况下离工件越短越好。3) 行进速度钨棒在焊接时移过工件时的速度。行进速度可同时影响GTAM的宽度和溶深。1.4 Cajon的组件1)
2、 供电器:主机,电源线。配件有内存卡,打印纸,保险丝等。2) 焊把:焊接机头。配件有充气快插接头,钨棒,弧规矩,内六角,钢丝刷等。3) 卡块:管道夹具。配件有对中规等。1.5 Cajon焊把的焊接范围及尺寸1)10H焊头所焊接的尺寸为:1/4;3/8;1/2;5/8;3/4;1。2)5H焊头所焊接的尺寸为:1/4;3/8;1/2;5/8。3)8MRH焊头所焊接的尺寸为:1/8;1/4;3/8;1/2。(现无1/8”夹具)1.6 自动焊接的应用1) 超高纯度介质输送系统 如制程气体 化学品 有机溶剂等输送管道焊接2) 特殊性质介质输送系统 如易燃性气体 毒性气体 腐蚀性气体 化学品等输送管道焊接3) 高压介质输送系统管道 如氢气 氦气 氮气 氧气 氩气等输送管道焊接Swagelok自动焊接系统操作流程焊接施工前的准备(a)焊工须通过不锈钢焊接工艺技术测试或GenTech内部的焊接工艺授权测试(参见焊接评定)(b)作为对自动焊接的管理,每天正式实施焊接工作前, 焊工须对每台焊机的焊机所焊尺寸配管进行配管样本制作,交现场工程师进行评估和检查,样本通过后才能进行焊接操作。(c)每天焊接工作结束
3、及当日管径变换前应制作结束样本,检验已完成部分的焊接质量,(f)通常焊接总是从管子上流往下流进行,保持通气的稳定性。(g)户外及其他环境较差地点进行焊接时,应尽量减少外界的污染,如在洁净室内作业就应当保证通风,防止缺氧。(h)自动焊机的电源应保持恒定并配有装置。(i)该部分管道在施工结束前,管内需始终充有高纯氩,以防治空气中的水份和氧份的进入。保护气的吹洗方法1) 保护气吹扫是为了使UHP管道系统内表面在焊接高温中免受氧化。2) 背保护气压力应在被焊管于出口端用气压计测量,并调节为3050mmHg,焊接区域全气压计有一定距离时, 调节前应考虑压力损失。3) 焊接直到焊接区域冷却至100之前都要保持有保护气一直吹扫。焊接对口i. 焊接管子对口必须为正方并紧密连接。在对口位置所允许的圆角和倒角为壁厚的十分之一;ii. 连接口需在钨极的中心位置。iii. 检查焊接面是否完全吻合,表面是否平整,间隙是否过大。焊接a. 操作时参照各台焊机的使用手册操作;b. 在焊接过程中应始终保持焊头的清洁,并检查夹具套的潜在危险损坏、 钨极尖部是否有磨损、 焊头转动是否平滑;e. 夹套应准确地校正并固定;f.
《手工及自动焊接操作要点》由会员re****.1分享,可在线阅读,更多相关《手工及自动焊接操作要点》请在金锄头文库上搜索。
大学物理答案第17章
3BM2模块试卷(华林杨晓华)

I项目铁路安全风险与危险源管理制度
后进生转化工作计划范文3篇

2015届一模前记叙文阅读答案
写景应从何入手
文件控制程序2
2023-2024学年二年级少先队工作计划样本(二篇).doc
小学三年级综合实践活动方案1(精品)

三年级下册作文(于译博)
2022年12月四川汉源县民族地区阳光天使考核招聘卫生技术人员录用笔试参考题库含答案解析
2023年卫生保健工作计划参考范文(4篇)
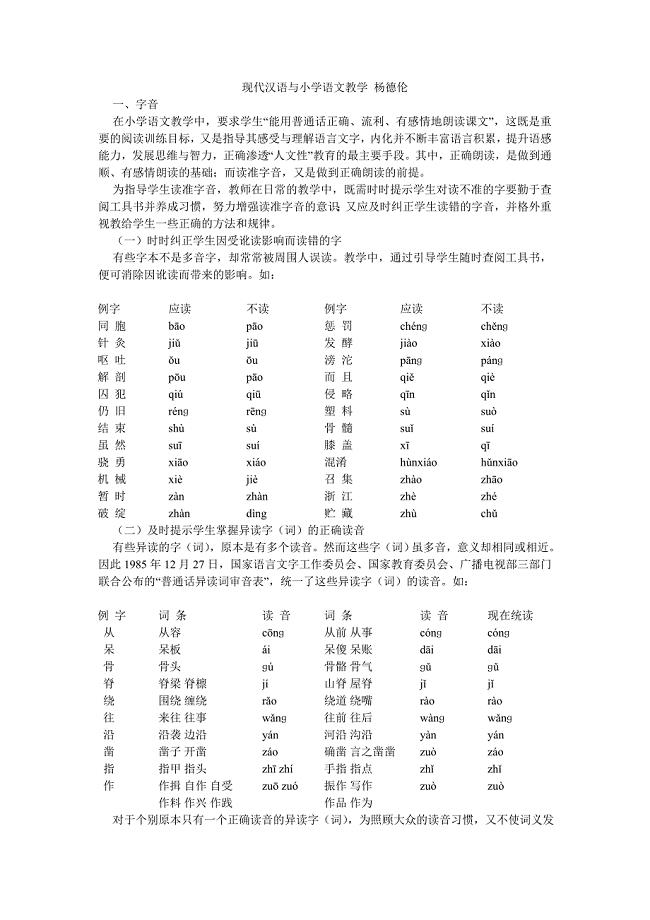
现代汉语与小学语文教学__杨德伦
2023年初中个人学习计划标准范本(五篇).doc
长方形面积的计算教学设计
大连理工大学21秋《热质交换与设备》复习考核试题库答案参考套卷2
公司行政部门工作总结
鼠年元旦大联欢校园文艺晚会策划书
2023年上海市专业技术人员继续教育考试答案
防水工程施工协议电子版(9篇)
 商业银行流动性评价的主要指标
商业银行流动性评价的主要指标
2023-03-18 3页
混凝土墙面清理、凿毛工程安全技术指导书
2022-11-11 2页
分析回转窑的分类及作用
2022-12-23 4页
农场土地整理项目施工方案范本
2022-11-13 75页
宿迁城市燃气工程监理例会
2023-02-06 4页
【建筑工程管理】钢结构施工施工方案高低跨含吊装
2023-07-12 57页
中传海尔协同创新基地整体建设项目
2023-04-08 56页
停车场施工组织方案
2023-09-19 11页
【建筑施工方案】冲孔灌注桩专项施工方案
2023-10-03 17页
【施工方案】某项目智能化弱电集成施工方案样本
2023-06-18 86页