
机械制造工艺学课程设计-轴承座机械加工工艺规程设计
21页
1、机械制造工艺学课程设计题 目:轴承座机械加工工艺规程设计学 号:姓 名:教 学 院:专业班级:指导教师:完成时间: 年 月 日 教务处制贵州工程应用技术学院本科课程设计目 录摘 要IAbstractII第1章 引言1第2章 零件的分析22.1 零件的作用22.2 零件的工艺分析22.3 零件的生产类型2第3章 工艺规程设计33.1 毛坯材料与制造形式的确定33.1.1确定毛胚类型绘制毛胚简图33.1.2 确定毛坯的制造形式33.2定位基准的选择43.3 制订工艺路线43.4 机械加工余量、工序尺寸及毛坯尺寸的确定43.5.确定切削用量及基本工时5总结12致 谢13参考文献14全套图纸加扣 3346389411或3012250582III轴承座机械加工工艺规程设计摘 要我们设计一个零件,在整个生产过程里最重要的部分就是制定出相关工艺并且设计出对应的专用夹具,这次设计的轴承座零件就是要完成这些步骤。开始加工工件之前,他所有的工艺路线必须确认好,每一步加工对应用什么夹具也要标明,这样做出的零件是满足要求的,质量过关,才能很好的装配合格。我们把整个设计分成下面几部分一,针对轴承座部件,先研究相
2、关资料,分析它的属性用处,分析轴承座对应的图纸,列出加工时需要的技术条件,给出机械加工时的工艺步骤。从零件图纸上给出的技术条件,先把毛坯定下来。二,在机械加工时,会用到粗基准以及精基准,一定要找到最合适的基准来加工设计,确定好每一个工艺的步骤,我们通常会给出两种不同的线路进行比较,详细列出两种工艺的步骤来分析,定下其中更好的加工线路。三,根据上面确定的机械加工步骤来算,每一步留出的加工余量是多少,工序的尺大小都要一一算出,比较后选出切削加工的机器型号。适用的刀具型号,可以让资源利用得更合理。关键词:机械;机械加工工艺;专用工装设计贵州工程应用技术学院本科课程设计AbstractThe craftwork of exhaust rocker arm and the design of special fixture play an irreplaceable role in the production of parts. In the process of workpiece processing, we must first design the processing route a
3、nd the fixture to be used in the machining. Only in this way can ensure that the processed parts have the corresponding product quality, can complete the assembly.The specific design is divided into the following steps.The first step is to design the mechanical processing technology of the exhaust rocker arm parts, to study and analyze the data of the exhaust rocker arm, and to analyze the practical application situation of the exhaust rocker arm, and then to analyze the drawing of the exhaust r
4、ocker arm. The technical requirements for the processing of exhaust rocker arm are summarized. Select the appropriate blanks from the technical requirements of the exhaust rocker arm drawings.In the second step, for the rough and refined datum in the manufacturing process, the selected datum design is used to draw up the route of the machining process of the parts, and the route of the two machining processes is generally worked out. Through the comparison and research of two processing routes,
《机械制造工艺学课程设计-轴承座机械加工工艺规程设计》由会员枫**分享,可在线阅读,更多相关《机械制造工艺学课程设计-轴承座机械加工工艺规程设计》请在金锄头文库上搜索。
2022年幼儿园环境创设年度工作总结报告
2023年国有企业改革现存问题及对策
中层干部任前廉政谈话内容三篇

【精品】沪科版九年级数学上21.3二次函数与一元二次方程3导学案
高考数学广东专用文科大一轮复习配套课时训练:第八篇 平面解析几何 大题冲关集训(五)含答案
BookV高三一轮复习知识梳理
应用AUTO LISP在南方CASS中批量处理图形数据毕业论文
教育质量提升行动总结
精选大连民族学院专业技术职务任职满考核登记表
房屋租赁信托合同范文(4篇).doc
安妮日记读后感例文1000字
文秘基础知识
【最新教材】人教版高中数学必修三随机事件的概率达标练习
车间主任年终总结样本(2篇).doc
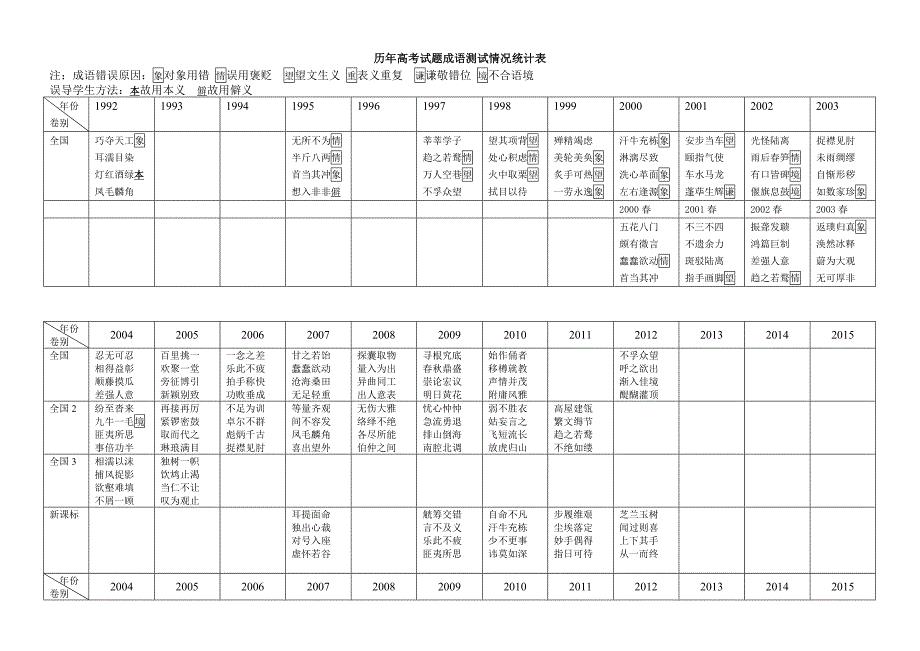
历年高考试题成语测试情况统计表

全国农村中医药工作先进单位检查评价细则
诚信班会班主任总结
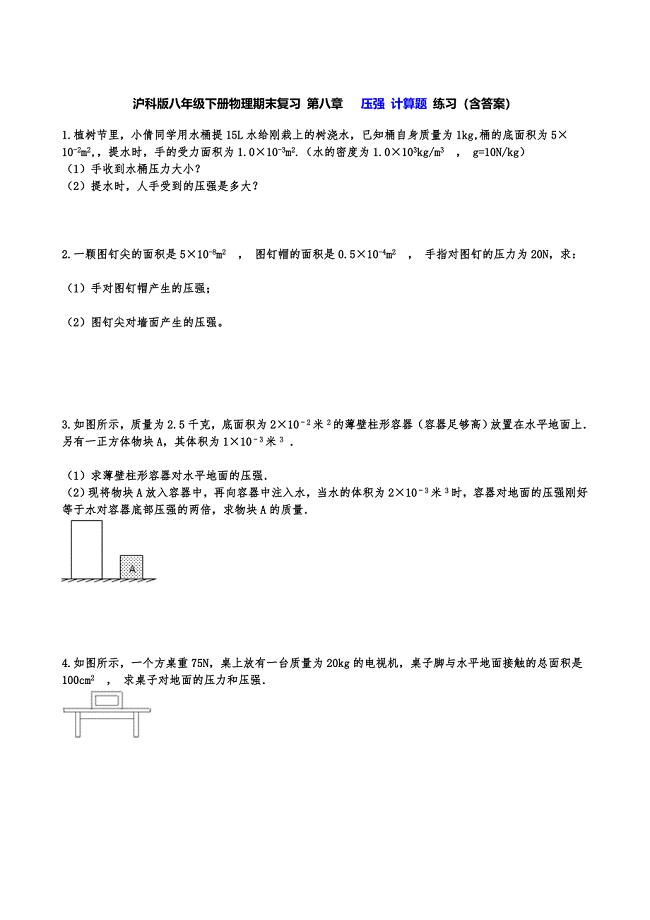
沪科版八年级下册物理期末复习-第八章---压强-计算题-练习(包含答案)
好用的散文的作文300字汇编7篇
年产xxx套胰岛素注射器械项目投资分析报告(参考范文)
 基于单片机集成电路的桥式可逆斩波电路
基于单片机集成电路的桥式可逆斩波电路
2023-10-15 20页
智能家居设计毕业论文
2024-01-26 25页
学前教育-大班幼儿亲社会行为的发展现状及强化策略
2022-10-17 20页
工业设计中心总部金工实习报告
2023-06-09 3页
电子商务对实体商业的影响和发展分析
2023-12-05 19页
国际金融知识总结
2023-02-05 7页
旅游规划设计单位资质等级复核
2022-11-09 19页
企业管理专业疫情之下口罩的生产利益链调查
2022-08-29 22页
罗田县排水管网工程课程设计
2023-08-09 36页
经济型酒店成本管理的现状分析和发展对策
2022-09-01 14页