
金工顶岗实习总结报告
4页
1、金工顶岗实习总结报告1.顶岗实习内容介绍在厂里我是一名普通的质检员,刚开始做质检的时候,首先学习游标卡尺、千分尺、高度百分表等测量仪器的使用。熟悉测量仪器以后,主要工作是:借助测量仪器对生产的零件进行检测并写成检测报告上交;协助质检部经理对外协送来的产品进行验收;统计产品的合格数量。1.1测量仪器使用的学习1、千分尺千分尺有数显千分尺和刻度显示千分尺。数显千分尺可以直接显示被测量零件的尺寸值。刻度千分尺测量零件时,测量值需要将主轴刻度和副轴刻度进行相加。刻度千分尺的读数(1)首先读出副轴边缘在主轴上的刻度;(2)读取和主轴刻度基线重合的副轴刻度;(3)在(2)中得到的数据上乘于主轴1个刻度的单位;(4)把(1)和(2)的结果相加,就得到最终的测量值。数显千分尺:;使用前,使其显示为00.000。刻度显示千分尺:使用前确认主轴零点和副轴零点重合,如果不重合,需通过调整千分尺使主轴零点与副轴零点重合。在测量时需要注意:(1)必须正确,确实地把千分尺放在被测件的测量处,夹在基准面和锭子内。(2)在数显千分尺里装有自动停显装置,因此平时是不显示,但一旦旋转副轴就开始显示,便开始可测量,所以如果
2、零点不准,就有可能带来误差。因此在使用前必须进行零点调整。还需要注意:千分尺的精度为0.01mm。2、游标卡尺游标卡尺由主尺和副在主尺上的游标两局部组成。游标卡尺的主尺一般以mm为单位,而游标上有10、20或50个分格,根据分格的不同,游标卡尺可分为十分度游标卡尺、二十分度游标卡尺、五十分度游标卡尺。它们的精度依次是0.10mm、0.05mm、0.02mm。游标上部有一紧固螺钉,可将游标固定在尺身上的任意位置。尺身和游标都有量爪,利用内测量爪可以测量槽的宽度和管的内径,利用外测量爪可以测量零件的厚度和管的外径。深度尺与游标尺连在一起,可以测槽和筒的深度。游标卡尺的读数方法和千分尺的读数方法类似。在测量大于1毫米的长度时,整的毫米数要从游标0;线与尺身相对的刻度线读出,然后看游标上第几条刻度线与尺身的刻度线对齐假设没有正好对齐的线,那么取最接近对齐的线进行读数。使用游标卡尺时的注意点用游标卡尺进行测量时需要注意:1用软布将量爪擦干净,使其并拢,查看游标和主尺身的零刻度线是否对齐。如果对齐就可以进行测量:如没有对齐那么要记取零误差。2测量时,应先拧松紧固螺钉,移动游标不能用力过猛。两量爪与
3、待测物的接触不宜过紧。不能使被夹紧的物体在量爪内挪动。3使游标卡尺一定要与工件的轴方向垂直,保持平衡测量时的力。4读数时,视线应与尺面垂直。如需固定读数,可用紧固螺钉将游标固定在尺身上,防止滑动。5实际测量时,对同一长度应多测几次,取其平均值来消除偶然误差。3、高度百分表高度百分表由杠杆百分表和高度尺组成。高度尺主要用于测量工件的高度,另外还经常用于测量形状和位置公差尺寸,有时也用于划线。杠杆百分表是利用杆齿轮传动将测杆的直线位移变为指针的角位移的计量器具。主要用于比较测量和产品形位误差的测量。杠杆百分表的精度为0.01mm。1使用前检查:检查相互作用:轻轻移动测杆,表针应有较大位移,指针与表盘应无摩擦,测杆、指针无卡阻或跳动。检查测头:测头应为光洁圆弧面。检查稳定性:轻轻拨动几次测头,松开后指针均应回到原位。沿测杆安装轴的轴线方向拨动测杆,测杆无明显晃动,指针位移应不大于0.5个分度。2读数方法:读数时眼睛要垂直于表针,防止偏视造成读数误差。测量时,观察指针转过的刻度数目,乘以分度值得出测量尺寸。3使用方法:将表固定在表座或表架上,稳定可靠。调整表的测杆轴线垂直于被测尺寸线。对于平面
4、工件,测杆轴线应平行于被测平面;对圆柱形工件,测杆的轴线要与过被测母线的相切面平行,否那么会产生很大的误差。测量前调零位。比较测量用比照物量块做零位基准。形位误差测量用工件做零位基准。调零位时,先使测头与基准面接触,压测头到量程的中间位置,转动刻度盘使0线与指针对齐,然后反复测量同一位置2-3次后检查指针是否仍与0线对齐,如不齐那么重调。测量时,用手轻轻抬起测杆,将工件放入测头下测量,不可把工件强行推入测头下。显著凹凸的工件不用杠杆表测量。不要使杠杆表突然撞击到工件上,也不可强烈震动、敲打杠杆表。测量时注意表的测量范围,不要使测头位移超出量程。不使测杆做过多无效的运动,否那么会加快零件磨损,使表失去应有精度1.2零件的检测如图3.1所示为度目,其检测过程包括以下几步骤:1、在测量零件之前首先根据零件的使用要求,以及配合公差要求对零件进行图纸分析。2、经过分析知道度目需要检查的尺寸有:高24mm;厚为4.6mm;孔到上外表边的距离为11mm;走针面距离为2.4mm;孔直径为3mm(以上的尺寸公差为+/-0.02mm)。凹槽宽3.7mm;凹槽的厚为1.4mm(公差为-0.020.05mm)
《金工顶岗实习总结报告》由会员鲁**分享,可在线阅读,更多相关《金工顶岗实习总结报告》请在金锄头文库上搜索。
高二物理上学期教学工作计划(5篇)
2023年营销策划案要求

庆三八趣味运动会方案
《性别和性别决定》教案1
司考专题讲座班民法讲义
初三中考体育备考(强化训练方案)
河南述沟县高三英语第二次模拟考试试题0810046
手诊知识《握手知健康》
南开大学22春《保险学原理》离线作业二及答案参考60
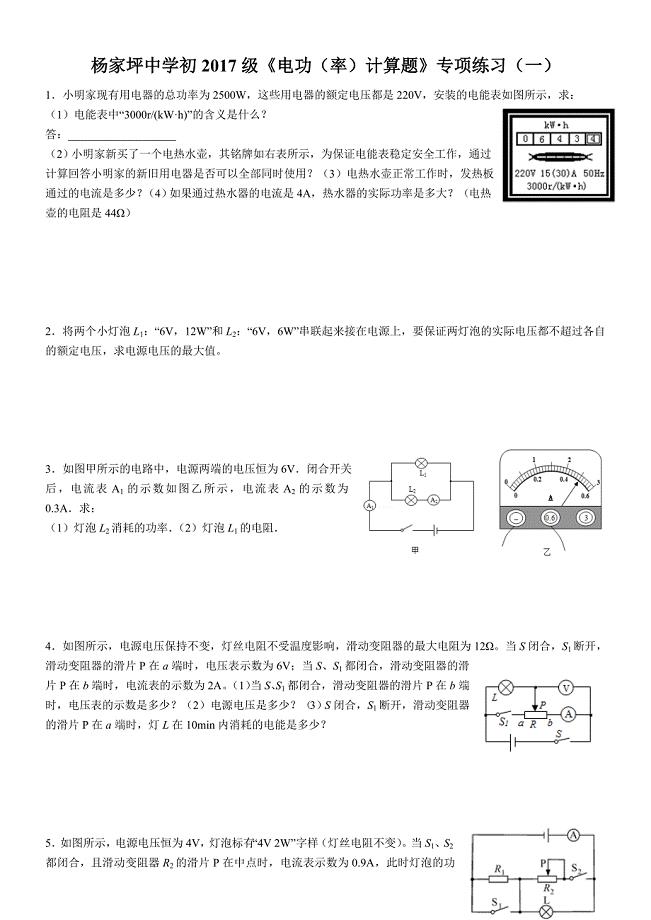
杨家坪中学初2017级(电功率计算题)全年级用
秋天的怀念教案

演讲稿的格式与写法.doc
2023年小学生英语学习总结
国际贸易职业情境实战系统产品方案
山东科技大学毕业论文我国尾矿库安全现状及溃坝事故原因分析
中国石油天然气股份有限公司中层以下管理人员业绩考核指导意见
2022年描写节到了的作文
湘少版六年级英语上册句型转换知识点综合练习
2021年10月上海市供水管理事务中心(上海市节约用水促进中心)公开招聘模拟卷(一)
高考化学 最常见的化学离子方程式总结 新人教版
 2023年关于爱心捐款感谢信作文3篇感谢学校爱心捐款信范文
2023年关于爱心捐款感谢信作文3篇感谢学校爱心捐款信范文
2023-08-21 5页
小学三年级数学上学期第一次月考考试基础检测西师大
2023-05-02 4页
中学升旗仪式发言稿:激扬青春放飞梦想
2022-12-17 3页
2023年啸秋中学“德育导师制”实施方案(讨论稿)
2023-11-30 8页
诚实与信任说课设计之一反思
2023-10-13 5页
奥巴马当选美国总统的启示
2023-08-27 1页
【湘教版】七年级数学下册:1.3二元一次方程组的应用教案3
2023-08-06 2页
《第五项修炼》读书笔记
2022-08-26 44页
2023服装店营业员工作计划标准范本(2篇).doc
2023-02-17 6页
2022物业财务工作计划范文
2022-11-10 4页