
电视机背板后盖自动化冲压成形工艺和模具设计
2页
1、电视机背板后盖自动化冲压成形工艺和模具设计冲压成形是我国工业制造与生产领域的重要工艺技术之一,该工艺技术的发展与提升, 对我国工业生产与制造行业领域发展存在着较大的影响。尤其是在生产技术不断发展提升与 自动化广泛应用情况下,采用自动化冲压成形工艺以促进工业生产与制造中各种零部件产品 的生产与加工质量、效率提升,从而推动整个工业生产与制造领域的发展。下文将对电视机 背板后盖冲压成形工艺及模具设计进行研究,以供参考。1、冲压成形工艺及其发展现状分析现阶段,我国工业生产与制造中所应用的相对主流的冲压成形工艺主要为线性模具生产 工艺模式,在特种产品及模具的冲压成形工艺技术方面的研究与应用相对较少,像液压成形 工艺等,主要以试验研究为主。当前工业生产与制造中,对液压成形工艺技术的运用多以管 型件产品成形生产为主,而国外的生产加工与制造领域对液压成形工艺技术的运用,只有在 小批量的个性化汽车等零部件制造中有一定的应用,对覆盖件成形加工中,国内尚无液压成 形有关的工艺生产模式。此外,现阶段国内外工业生产与制造中所应用的液压成形工艺技术 不仅需要通过外部使用液体介质以及有关配套装置进行配合,并且在产品
2、加工与生产制造中 需要对焊接加工进行相应的前期处理,以满足其焊接需求,再加上现场作业环境与条件的影 响,导致该工艺技术在实际生产与加工制造中的应用局限性十分突出。另一方面,随着自动 化技术的不断发展与广泛应用,受市场经济发展环境影响,工业生产与加工制造企业为提高 其产品加工与生产制造的工作效率与质量等,提高其在行业发展中的竞争优势,需要通过自 动化技术引进应用,提高企业产品加工与生产制造的自动化水平,从而不断提升企业生产加 工与制造的效益。在这种环境形势影响下,当前工业生产加工与制造领域越来越注重自动化 生产工艺的开发与研究,其中,自动化冲压成形生产工艺就是工业生产与加工制造领域研究 和关注的重要工艺技术。2、电视机背板后盖及其冲压成形工艺特点2.1 电视机背板后盖的结构特点电视机背板后盖是电视机制造企业生产加工的重要零部件产品,如下图1 所示,即为某 电视机背板后盖的结构形式示意图。该图中的电视机背板后盖是采用热镀锌钢板加工制成, 其材料厚度约为0.7mm,其中几字形上部为该产品的外观件,在进行该产品加工制造中, 需要对冲压成形的零部件表面进行喷粉黑色哑光处理,以满足其电视机背板后盖
《电视机背板后盖自动化冲压成形工艺和模具设计》由会员公****分享,可在线阅读,更多相关《电视机背板后盖自动化冲压成形工艺和模具设计》请在金锄头文库上搜索。

2012小升初英语突击训练系列试卷三及答案
防控突发急性呼吸道传染病自查自纠工作总结
2023小学教师家访心得体会13篇
旺才公园建筑工程临时供电设计
大一上半学期个人总结(2篇).doc
年产30万吨耐火材料生产项目商业计划书
行风评议自查报告
反比例函数中考提高题练习题
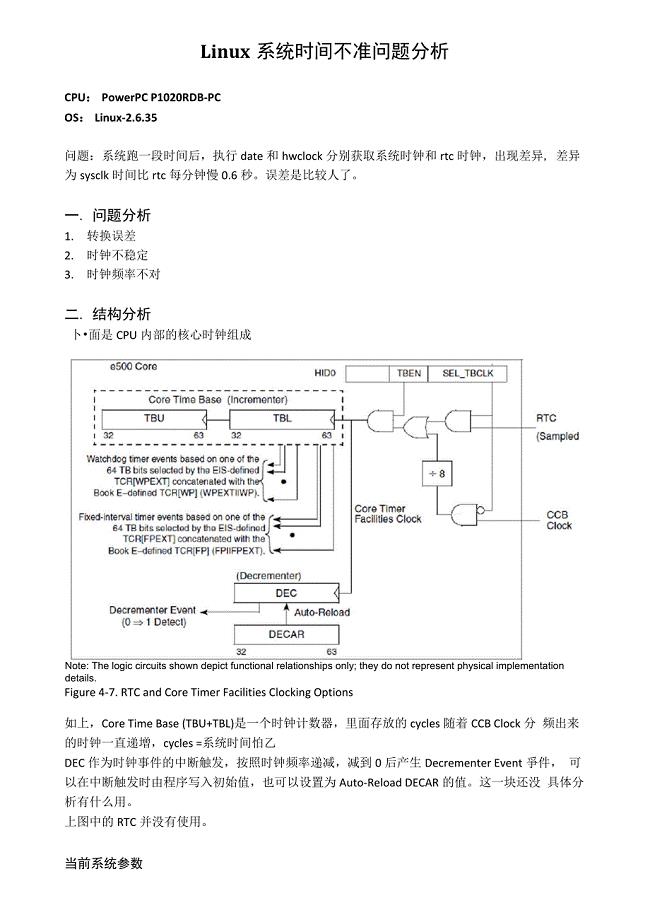
Linu系统时间不准问题分析

丹东血制品技术研发项目可行性研究报告参考范文
2022年九年级历史教学工作计划文档2022
企业管理工作流程
《教育漫话》读后感(一)
减肥模型及其应用
2022年08月河南淇县一中招聘教师历年高频考点试题答案解析
外粉施工技术交底
自动水分测定仪确认方案说明
项目管理工作总结范文(完整版)
2023年重庆市永川区卫星湖街道小竹溪村社区工作人员考试模拟题含答案
昆山房地产广告设计案名
 小学生怎样做批注
小学生怎样做批注
2023-05-05 4页
2023年幼儿园学前教育宣传月活动方案及工作总结九篇
2023-10-23 33页
吉林农大有机化学实验习题答案
2023-11-10 12页
年度活动安排模板集锦9篇
2023-05-27 31页
工业园区垃圾处理项目
2023-10-05 17页
有关遵守财经纪律促进依法审计之我见
2023-04-22 7页
抽水蓄能电站工程上水库土建工程施工质量管理保证措施
2023-11-01 6页
有关公司股份合同汇编6篇.doc
2022-11-29 18页
对教育学的认识
2023-06-28 1页
在面包板上搭接实验电路
2022-10-20 2页