
新型铌钨合金研制报告
13页
1、银鸨合金棒材研究方法和技术路线1 .关键技术(1)固溶强化固溶强化是铝合金强化的途径之一。鸨、铝元素熔点高,原子半径与锯相接近形成固溶 体,对提高锂的高温强度和入编性能有利。(2)沉淀强化加入错等元素在一定温度下析出强化相,起到沉淀强化的作用。(3)加工强化通过反复”的加工方式增大总加工率已达到细化晶粒的作用,有效地改善了材料的内部组织,提高了材料的综合性能。2 .研究内容2.1 铸锭化学成分对力学性能的影响在铝基中加入少量的鸨、铝等元素形成固溶体时对基体有强化作用,固溶强化是强化铝合金一个重要的手段。鸨、铝的熔点高,原子半径与锯相接近形成固溶体时,对提高锂的高温强度和蠕变性能有利。Nb-W Nb-Mo相图和原子半径差对锯强度影响见下图。加入Zr、Y等微量元素所组成的化合物取代晶界的脆性相,减少晶界上非金属夹杂及间隙 元素的聚集,改善合金组织,可提高合金的耐热性、塑性,是合金易成型。由于新型铝合金 添加多种元素,要求铸锭成分均匀,元素含量控制在要求范围之内(铝鸨合金铸锭化学成分见表1-2)2.2 工艺对比试验和工艺参数2.2.1 锻造开坯工艺新型铝鸨合金铸锭采用中频机组感应加热,升温速
2、度较快,加热过程中会导致表面与中心之间形成很大的温度差,造成很大的热应力。 锻造时易产生裂纹, 在以后加工中便产生应力集中,导致裂纹的形成和扩展。一般采用分段加热,保温,以免温差过大产生热应力,减 小开裂程度。锻造工艺流程及工艺参数见表2-1表2-1 Nb-W-Mo-Zr工艺流程及工艺参数设备名称技术参数190KWfe阻炉加热200 c涂防氧化层2200KW中频电源加热1250 C/14 分钟31吨锻锤徽粗徽粗比1.4241吨锻锤拔长锻造比1.385200KW频机组加热1250 C/6 分钟61吨锻锤徽粗徽粗比1.6371吨锻锤拔长锻造比1.2581吨锻锤拔长锻造比2.97960C/60 分、5X 10-2 Pa9200KW真空退火炉消除应力退火1150c/60 分、5X10-2Pa10200KW真空退火炉再结晶退火1450 c/60 分、5X10-2Pa11检测对Nb-W-Mo-Zr-03-04批次锻造严重开裂进行分析,其铸锭组织是粗大的柱状晶组织,而且有害杂质聚集在晶界,削弱了晶间强度。且在铸造时产生的铸造应力及成分偏析,锻造前没有很好的热处理,锻造时铝鸨合金锭很容易开裂,甚至整个
3、铸锭报废。铸锭开裂情况见如下照片,2-4、2-5.新型铝鸨合金棒材锻造加工工艺及工艺参数基本相同,由于样品要求直径较大,但铸锭 较小,固采取徽粗一拔长一徽粗一退火一挤压一锻造等工序,增大加工率,提高力学性能。 当总加工率为80-98%,方能保证了室温和高温力学性能。开始时因设备温度限制,无法提高均匀化温度及热处理温度,由于温度过低故组织结晶效果不太好。后来经过试验确定锻造、挤压开坯为1250 c-1400 C加热,保温15-20分钟左右;最终样品960C-1210 c保温1小时消除应力退火,1420c-1550 C保温1小时再结晶退 火。退火温度不同,bb、b 0.2随温度的提高而下降,8随退火温度的提高而提高,见如下表 2-2表2- 2新型银鸨合金棒材不同退火温度力学性能比较编r退火温度/cb/ Mpao- 0.2 / Mpa8 / %硬态531.35480.7516.6960C/1h526.0451.518.21150C/1h488.2385.217.3Nb521-02-121320 C/1h442.85339.919.21450 C/1h436.0355.919.2gOO 10M
4、 HOG 12M 13IM 力府 15 火帆孙工图2-5新型银鸨合金棒材不同退火温度与力学性能的关系为了减少锻造开裂程度,Nb521-04-15批次采取了铸锭热处理工序,以达到消除铸造应力和降 低铸锭硬度目的。徽粗拔长时发现开裂,立即停止锻造,切除裂纹,增加热处理工序,再进 行徽粗拔长。经过变形的坯料,粗大的柱状晶得到一定程度的破碎,内部组织得到改善(见照片9),强度性能和成品率均得到提高,力学性能对比见表2 3。对Nb521-04-15批次棒材心部,中部和边部分别测试力学性能,其结果差别不大(见表2-4)。表2 3力学性能对比批号状态o- b/ Mpaa0.2 / MpaS / %备注0204-12c15硬态531.35593.4480.7543916.628室温0204-1215退火态436.0482.8355.9352.119.233.31450 C/1h 真空退火0204-12c15高温13113612513129.127.71600 C2- 4 Nb521-04-15编号取样部位状态b/ Mpao- 0.2 / Mpa8 / %1中心硬态602.8467.826.034.52
《新型铌钨合金研制报告》由会员汽***分享,可在线阅读,更多相关《新型铌钨合金研制报告》请在金锄头文库上搜索。
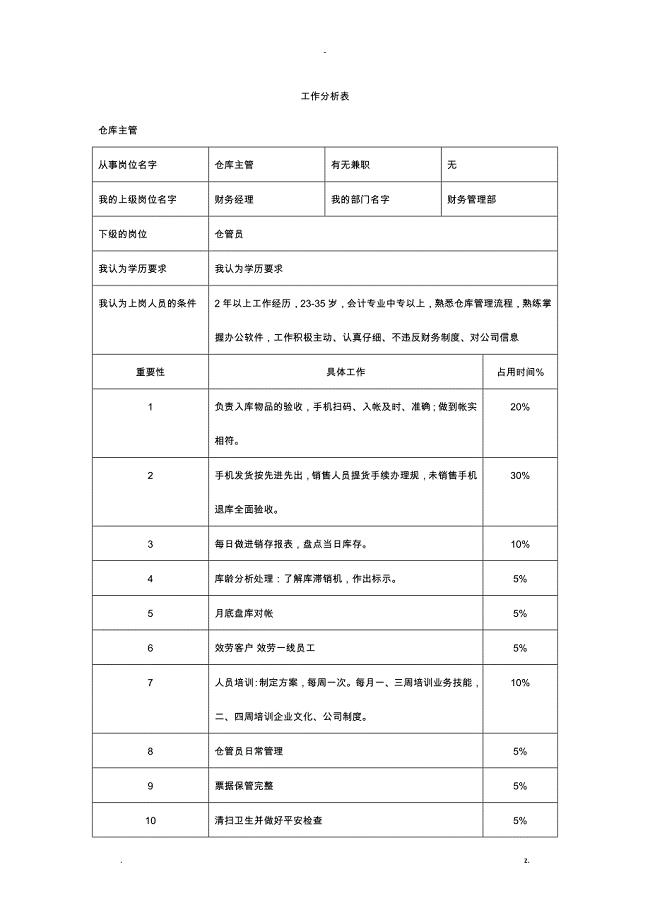
岗位职责和工作分析表
2021最新优惠券合作协议范本
2022年危旧房屋安全大检查活动方案范文
辽宁单元组合板式超高层住宅楼砌筑工程施工方案(附示意图)
2.1.4平面与平面之间的位置关系
教师信息技术研修个人能力提升计划格式范文(2篇).doc
不幸的事接二连三的发生的成语
水电站收购项目尽职调查
房地产话务员工作总结
管理经济学--梁小民
最新摄影师合作协议
家乡写景作文300字
早教母亲节活动总结
湘少版六年级英语上学期单词拼写周末巩固训练
大班健康教案:绿色食品和垃圾食品
电大混凝土结构设计原理形成性考核答案(最新)
增强凝聚力 展示新作为
北京中医药大学21秋《中医基础理论Z》复习考核试题库答案参考套卷63
记叙文的作文300字五篇
计划生育年度工作总结参考版(4篇).doc
 学校新时代诚信好少年活动总结范文(2篇)
学校新时代诚信好少年活动总结范文(2篇)
2023-05-24 4页
《卡耐基励志经典》读书心得
2022-09-15 2页
酒店销售部工作总结(4篇).doc
2023-06-21 11页
新会计准则专题讲座
2022-08-06 52页
服装销售店长个人工作总结(2篇).doc
2022-12-15 5页
某物业安全管理部日常工作流程解析
2023-02-24 63页
联合经营通用版协议书
2023-07-19 4页
教师年终工作总结标准版(2篇).doc
2023-11-08 3页
生产计划拟订办法
2023-07-21 13页
银行出纳个人工作总结范文(4篇).doc
2023-06-27 12页