
钢结构施工组织设计1
42页
1、成都协信中心景观改造廊架、售卖亭工程施工组织设计沈阳军鼎建筑幕墙安装工程有限公司成都分公司2014年7月6日一、 工程概况1.1工程介绍本工程包含三个4*10米钢结构售卖亭以及一个4*5米钢结构岗亭,以上工程主钢结构:钢材采用H型钢主体结构,其构件表面采用专门的抛丸设备进行表面防锈处理,并达到Sa2.5级以上喷丸6小时以内喷环氧富锌底漆,高强螺栓采用大六角头高强螺栓,材质为20MnTiB,。屋面采用压型钢板楼后浇120mm混凝土板,外墙采用埃特板及8mm铝合金窗户,钢构柱以及檐口采用3mm厚铝单板进行装饰,檐口上部采用油毡瓦进行铺贴,基础采用独立基础。二、 工程整体思路1 结构:流水作业,尽早交出维护系统安装作业面。2 围护结构:先主后次,先顶部后周边。三、钢结构制作部分3.1适用标准(1) 应遵照设计图或与设计图等效的技术文件。(2) 应遵照以下相关标准。 A 门式刚架轻型房屋钢结构技术规程(CEC102:2002) B 碳素钢结构(GB700) C 钢结构工程施工质量验收规范(GB50205-2002) D 冷弯薄壁型结构技术规程(GBJ18-87) E 建筑钢结构焊接规程(JBJ
2、181-91) F 钢结构高强度螺栓连接的设计,施工及验收规程(JGJ82-91) G 焊接材料按(GB5117-85)及(GB1300-77)3.2公司组织体系统计材料动 力车间资材设备副总经生产副总经理技术质量部资源设备间经营部综合管理部生产部制作车间成品车间总 经 理主任工程师经营副总经理检查工艺保卫劳资设备管理安全预算排版放样计划定额3.3钢结构厂设备配制表序号设备名称型号功能数量1吊车5t-10t钢材、构件搬运122半自动切割机CG1钢板切割不规则或圆、弧型钢板切割钢板切割203CMC数控切割机CNC-4000,M654切割机5门行埋弧电焊机LHA-1000构件焊接86CO2焊接机KR-500207交流电焊机BX3308直流电焊机AX35089焊条烘干机焊条烘烤310H型钢矫直机Z12H型钢矫正511焊条保温筒焊条保温12等离子空气切割机213弓锯床型钢切割414卷板机215喷丸机钢构喷丸除锈216H型钢组立机Z12H型钢组立517折边机3000mm钢板折边318剪板机QX13-2500钢板剪切319摇臂钻床C50构件钻孔320磁吸钻C24构件钻孔23.4材料检查及管理计划(
3、1) 原材料订购、进厂检验与储存管理 A 原材料订购由制作厂预算员根据图纸及工艺要求以加工预算单的形式将需用物资的数量、规格、技术要求、验收标准报给供应部门。 B 供应部门根据加工预算要求依据物资的类别、型号、技术要求、验收标准进行汇总、分类,然后想业主确认的合格分供商采购。 C 材料到厂时由材料管理员应依购件清单对材质、规格、数量逐一核对,并作外观检查,符合后依各种规格分类存放,并将各类材料分别入帐册以利管理。 D 所有材料须附有原制造厂家所提供的合格证明书,并送请监造单位认可。 E 材料如有代用,材料部门应提出书面要求由设计部门审核通过。(2)材料存储 A 螺栓、基础螺栓、小零件及加工完成配件,适当处所标示工程名称,材质规格等。 B 钢板、型钢、角铁等材料需作工程识别颜色、材质、规格等标示,遇有领走部分材料时,所剩部分应与发料时随即标示上去。 C 钢料应防止碰损变形,不得与地面直接接触,避免油污。3.5制作组装焊接要领3.5.1钢材表面质量要求:应符合下列规定:A 当钢材表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于该钢材厚度负偏差值的一半;B 钢材表面锈蚀等级应符合现行国家标准涂
4、装前钢材表面锈蚀等级和除锈等级规定的A、B、C级。3.5.2放样与切割 A 施工人员于切料之前应按照切割计划作放样工作,方准施行切割工作。 B 切割完成之后,施工人员应将切割后的材料加以标示记号并归类存放。 C 材料切割之后如有变形者应予以整平。 D 切割后表面质量要求:主要构件次要构件表面粗糙度5OS以下100S以下凹陷深度不得有缺口凹陷在1mm以下溶渣可有块状溶渣散布,但不得留有痕迹或易剥离上缘溶化略成圆形,但须平滑注:S=1/1000mm E 开坡口表面精度要求:全熔透坡口部分熔透坡口凹痕切割溶渣100S200S1mm清除3.5.3构件焊接(1) 电焊工作必须由相应电焊资格人员施行。(2) 焊接格料的选用:牌号手工焊埋弧焊二氧化碳气体保护焊焊条牌号型号焊丝牌号焊剂牌号焊丝牌号保护气体Q345BJ422E4303H08AHJ341H08Mn2Si20%CO2+80%ArQ345BJ422E08AH08AHJ431H08Mn2Si20%CO2+80%ArQ345J507E5015H08Mn2SiHJ431H08Mn2Si20%CO2+80%Ar(3) 焊接材料施焊前的准备要求 A 焊
《钢结构施工组织设计1》由会员ni****g分享,可在线阅读,更多相关《钢结构施工组织设计1》请在金锄头文库上搜索。
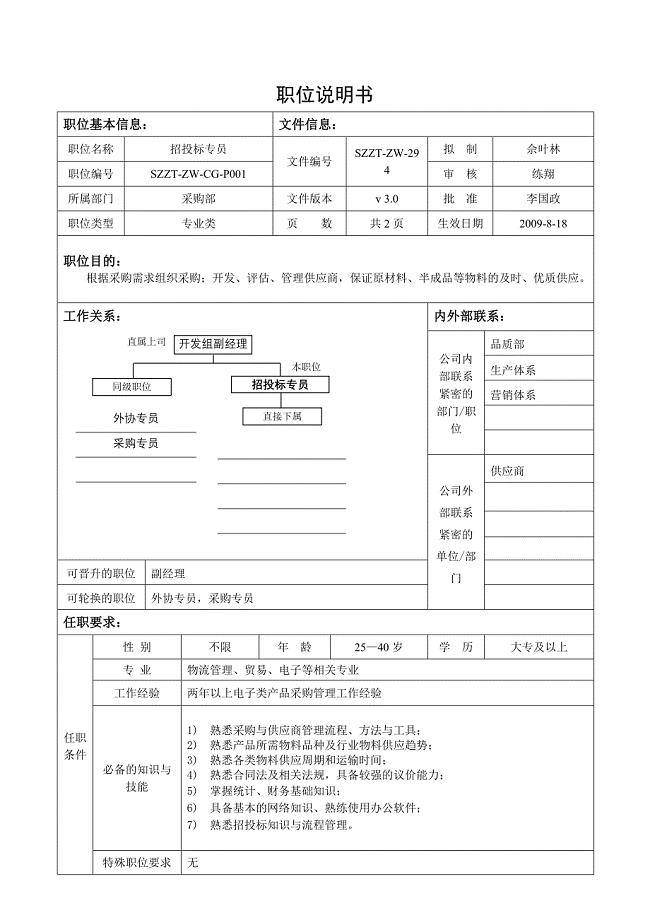
职位说明书-招投标专员
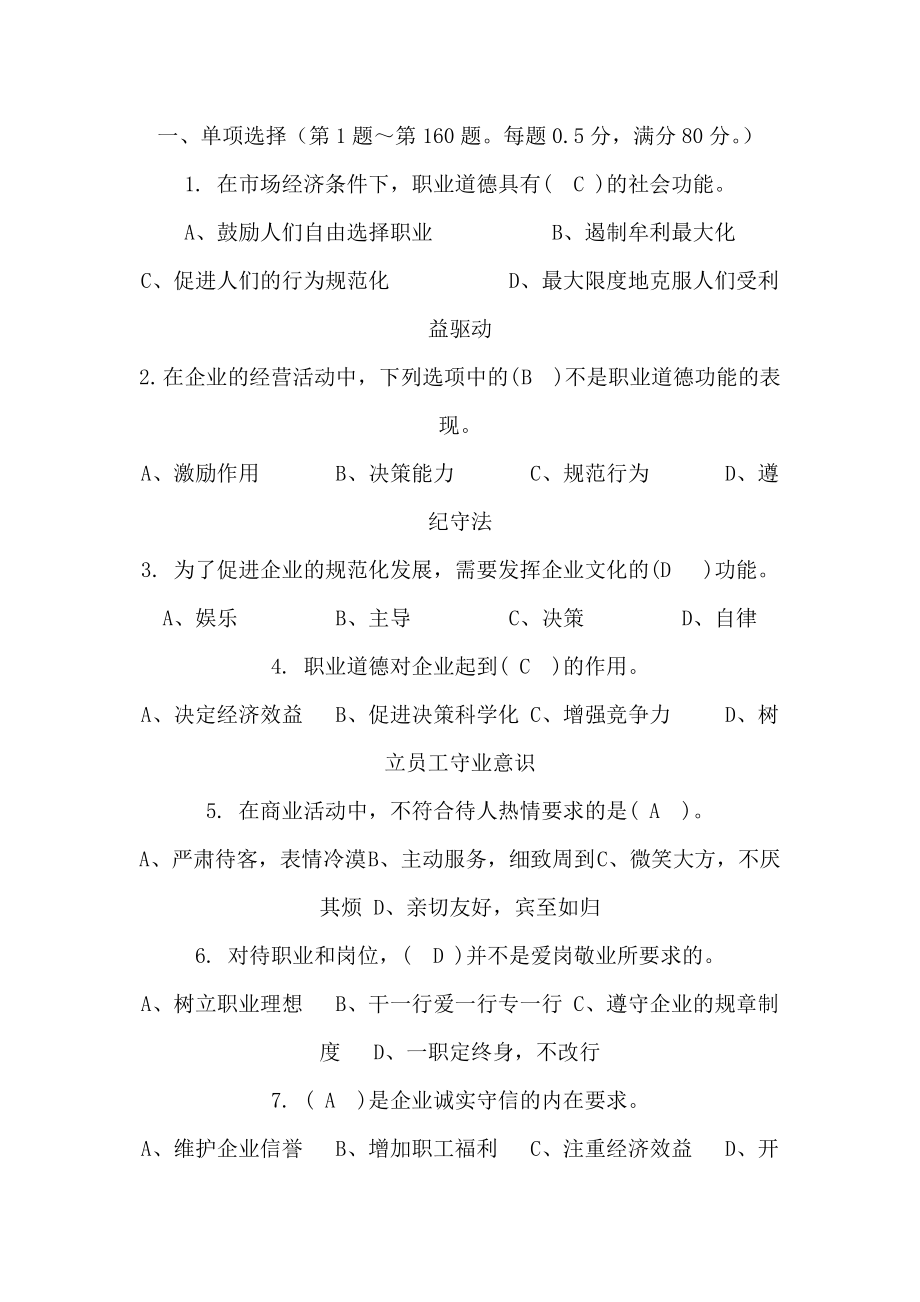
国家题库加工中心操作工高级工理论知识试卷

人教版小学一年级语文下册4古诗两首ppt课件3
全套隧道技术交底大全
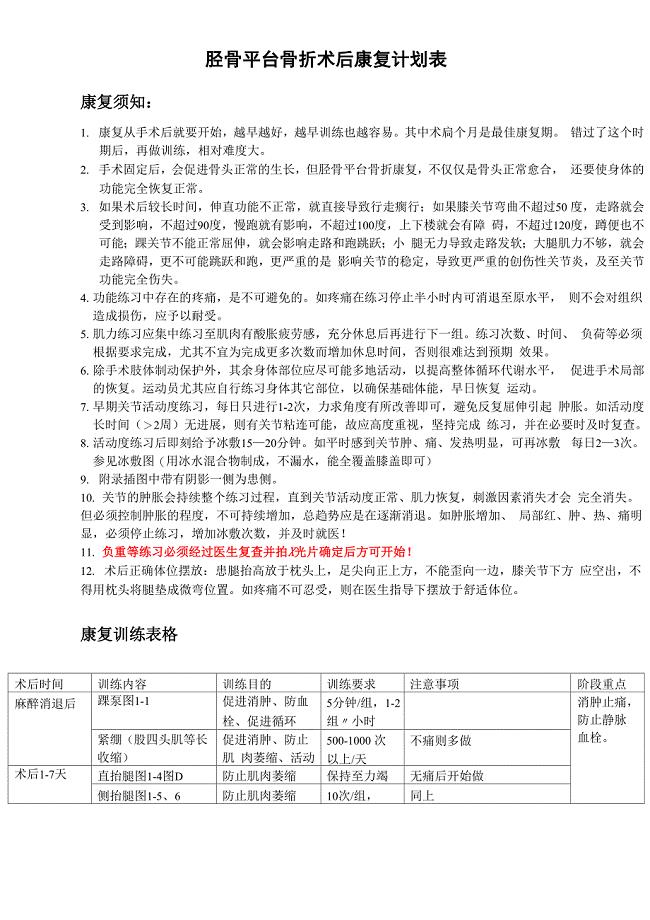
胫骨平台骨折术后康复计划表
2022年考博英语-四川大学考试题库及全真模拟冲刺卷(含答案带详解)套卷35
销售员工作总结
XXXX职务分析咨询方案(1)
(贵阳专版)2021七年级英语下册Unit1CanyouplaytheguitarPeriod4教案(新版)人教新目标版
浅谈幼儿园安全教育的开展
经济学原理考题及答案2
第一学期高三期中考试
幼儿园小班行为习惯养成计划
筒灯项目创业计划书写作模板
2021年厂务公开工作总结汇报材料
2023年山西省晋城市陵川县六泉乡庙怀村社区工作人员考试模拟题及答案
教师年终总结标准范文(4篇).doc
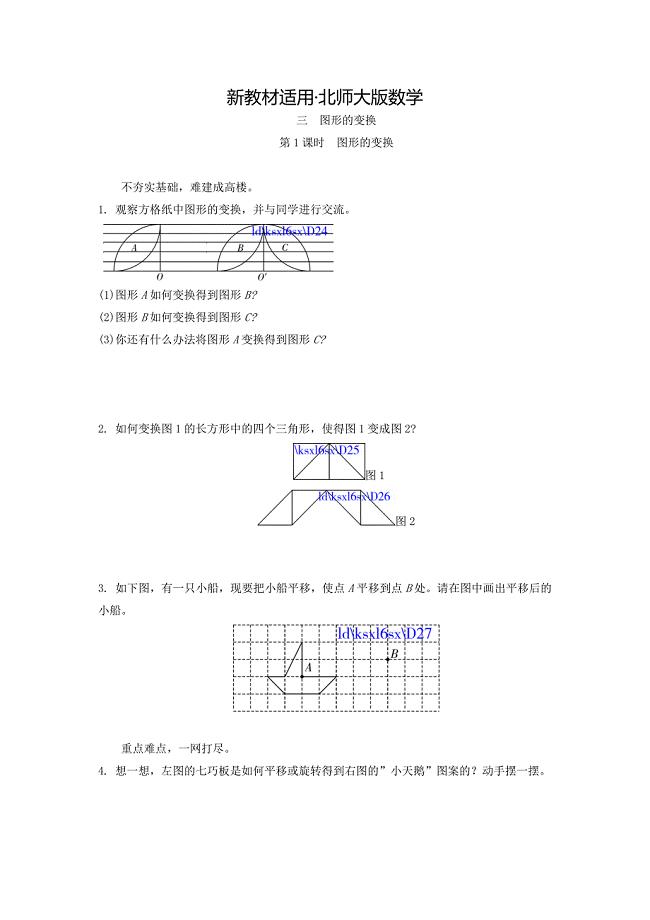
【最新教材】北师大六年级上册3.1图形的变换练习题及答案

VMware虚拟架构安装部署手册VS4
电子商务企业认知实习总结(3篇).doc
 高考历史一轮复习高效作业29空前严重的资本主义世界经济危机和罗斯福新政含解析新人教版
高考历史一轮复习高效作业29空前严重的资本主义世界经济危机和罗斯福新政含解析新人教版
2022-11-10 4页
落地式脚手架施工方案74117
2023-08-02 11页
《推拿治疗学》临床实习指导
2023-06-20 2页
11月份时政选择题
2023-01-18 25页
玻璃瓶罐的缺陷产生原因及解决方法
2024-01-29 52页
班主任工作检查情况总结
2023-06-29 4页
中学七年级英语上册Unit1MynamesGina练习无答案新版人教新目标版试题
2023-07-23 2页
九年级历史材料练习题
2022-08-22 5页
外研版高中英语选修七课时作业:Module 2 Section Ⅲ GrammarWriting 含答案【精校版】
2023-06-24 6页
数码影像基础知识综述1
2022-12-19 19页