
调节阀常见故障处理50法
18页
1、调节阀常用故障解决5法 在工业自动化仪表中,调节阀算是笨重的了,加之构造简朴,往往不被人们注重。但是,它在工艺管道上,工作条件复杂,一旦浮现问题,人们又忙手忙脚。因其笨重,问题难找准,常常费力不讨好,还波及系统投运、系统完全、调节品质、环境污染等。下面,为人们简介0种调节阀的故障解决措施,后来遇到故障也不手忙脚乱!浮现故障时调节阀的重点检查部位1. 阀体内壁,对于使用在高压差和腐蚀性介质场合的调节阀,阀体内壁常常 受到介质的冲击和腐蚀,必须重点检查耐压,耐腐的状况。2. 阀座,调节阀在工作时,因介质渗入,固定阀座用的螺纹内表面易受腐蚀而使阀座松动,检查时应予注意。对高压差下工作的阀,还应检查阀座的密封面与否被冲坏。.阀芯,阀芯是调节阀工作时的可动部件,受介质的冲刷,腐蚀最为严重,检修时要认真检查阀芯各部分与否被腐蚀,磨损,特别是高压差的状况下阀芯的磨损更为严重,(因汽蚀现象)应予注意。阀芯损坏严重时应进行更换。此外还应注意阀杆与否也有类似的现象,或与阀芯连接松动等。4 “O型密封圈和其她密封垫与否老化,裂损。应注意聚四氟乙烯填料,密封润滑油脂与否老化,配合面与否被损坏,应在必要时更换。
2、提高寿命的措施1、大开度工作延长寿命法 让调节阀一开始就尽量在最大开度上工作,如9%。这样,汽蚀、冲蚀等破坏发生在阀芯头部上。 随着阀芯破坏,流量增长,相应阀再关一点,这样不断破坏,逐渐关闭,使整个阀芯所有充足运用,直到阀芯根部及密封面破坏,不能使用为止。 同步,大开度工作节流间隙大,冲蚀削弱,这比一开始就让阀在中间开度和小开度上工作提高寿命1倍以上。如某化工厂采用此法,阀的使用寿命提高了2倍。、减小S增大工作开度提高寿命法 减小S,即增大系统除调节阀外的损失,使分派到阀上的压降减少,为保证流量通过调节阀,必然增大调节阀开度,同步,阀上压降减小,使气蚀、冲蚀也削弱。 具体措施有:阀后设孔板节流消耗压降;关闭管路上串联的手动阀,至调节阀获得较抱负的工作开度为止。对一开始阀选大处在小开度工作时,采用此法十分简朴、以便、有效。3、缩小口径增大工作开度提高寿命法 通过把阀的口径减小来增大工作开度。具体措施有:换一台小一档口径的阀,如D3换成DN2;阀体不变更,更换小阀座直径的阀芯阀座。如某化工厂大修时将节流件dgl更换为dg8,寿命提高了1倍。4、转移破坏位置提高寿命法 把破坏严重的地方转移到
3、次要位置,以保护阀芯阀座的密封面和节流面。5、增长节流通道提高寿命法 增长节流通道最简朴的就是加厚阀座,使阀座孔增长,形成更长的节流通道。 一方面可使流闭型节流后的忽然扩大延后,起转移破坏位置,使之远离密封面的作用;另一方面,又增长了节流阻力,减小了压力的恢复限度,使汽蚀削弱。 有的把阀座孔内设计成台阶式、波浪式,就是为了增长阻力,削弱汽蚀。这种措施在引进装置中的高压阀上和将老的阀加以改善时常常使用,也十分有效。6、变化流向提高寿命法 流开型向着开方向流,汽蚀、冲蚀重要作用在密封面上,使阀芯根部和阀芯阀座密封面不久遭受破坏;流闭型向着闭方向流,汽蚀、冲蚀作用在节流之后,阀座密封面如下,保护了密封面和阀芯根部,延长了寿命。 故作流开型使用的阀,当延长寿命的问题较为突出时,只需变化流向即可延长寿命1倍。7、改用特殊材料提高寿命法 为抗汽蚀(破坏形状如蜂窝状小点)和冲刷(流线型的小沟),可改用耐汽蚀和冲刷的特殊材料来制造节流件。这种特殊材料有6Y-、A4钢、司太莱、硬质合金等。 为抗腐蚀,可改用更耐腐蚀,并有一定机械性能、物理性能的材料。这种材料分为非金属材料(如橡胶、四氟、陶瓷等)和金属材
4、料(如蒙乃尔、哈氏合金等)两类。8、变化阀构造提高寿命法 采用变化阀构造或选用品有更长寿命的阀的措施来达到提高寿命的目的,如选用多级式阀,反汽蚀阀、耐腐蚀阀等。9、减小行程以提高膜片寿命法 对两位型调节阀,当动作频率十分频繁时,膜片会不久在作上下折叠中破裂,破坏位置常在托盘圆周。 提高膜片寿命的最简朴、最有效的措施是减小行程。减小后的行程值就为14d。如dgl5的阀,其原则行程为60mm,可减小到3m,缩短了5。 此外,还可以考虑如下因素:在满足打开与关闭的条件下尽量减小膜室压力;提高托盘与膜片贴合处光洁度。调节阀常常卡住或堵塞的防堵(卡)措施1、清洗法 管路中的焊渣、铁锈、渣子等在节流口、导向部位、下阀盖平衡孔内导致堵塞或卡住使阀芯曲面、导向面产生拉伤和划痕、密封面上产生压痕等。这常常发生于新投运系统和大修后投运初期。这是最常用的故障。 遇此状况,必须卸开进行清洗,除掉渣物,如密封面受到损伤还应研磨;同步将底塞打开,以冲掉从平衡孔掉入下阀盖内的渣物,并对管路进行冲洗。投运前,让调节阀全开,介质流动一段时间后再纳入正常运营。2、外接冲刷法 对某些易沉淀、具有固体颗粒的介质采用一般阀调节
《调节阀常见故障处理50法》由会员鲁**分享,可在线阅读,更多相关《调节阀常见故障处理50法》请在金锄头文库上搜索。
幼儿园实习心得体会通用15篇【精选】
路基边坡爆破施工方案设计
2023年河北省唐山市滦南县胡各庄镇大崔各庄村社区工作人员考试模拟题及答案
周期论政策论和创新论孟晓苏
大班音乐教案及教学反思《小狗抬花轿》
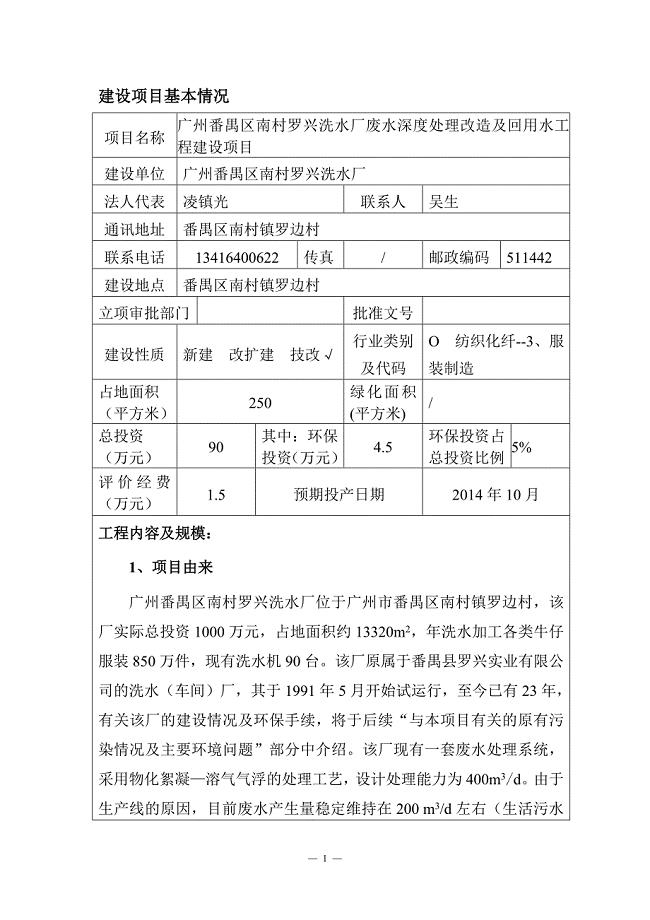
广州番禺区南村罗兴洗水厂废水深度处理改造及回用水工程建设项目建设项目环境影响报告表
中外投资者保护制度比较境外期市投资利益保护
中班社会优质教案《我和图书交朋友》
教研员培训总结
新人教版小学一年级下册语文第一单元教案
2023年节能宣传周活动总结样本(4篇).doc
学会自护自救主题班会总结报告
高考政治 各类题型解题技巧 专题14 全面领会考点 谨防思维片面
海南旅游景点导游词
《南平红荔》观后感
电商平台加盟合作协议范本专业版
房地产开发公司实习报告
PVC排水管道施工工艺设计
班主任学期工作计划参考样本(2篇).doc
足球我想对你说
 供应商QCDS评分细则
供应商QCDS评分细则
2022-11-08 5页
被告举证材料范本
2022-10-20 6页
库存成本计算方法
2023-01-14 11页
劳动合同书(乌市)
2022-08-11 8页
食全食美厨艺大赛活动方案
2023-03-21 10页
工程师辞职报告范文汇编六篇
2023-01-14 11页
劳动工资就业讲义
2023-07-07 32页
2019年最新公司歌唱大赛策划书
2023-01-15 5页
各种施工记录表格
2022-12-10 70页
Holden步行功能分级
2022-10-07 1页