
毕业设计(论文)-滚刀支架加工工艺及编程(全套图纸)
27页
1、XX学院毕业设计(论文) 滚刀支架加工加工工艺及钻孔夹具设计毕 业 设 计(论 文)设计题目:滚刀支架加工工艺设计及编程专 业: 机械设计与制造班 级:学 号:姓 名:指导老师:起讫日期2016年2月1日2016年5月20日XX学院毕业设计(论文) 滚刀支架加工加工工艺及钻孔夹具设计摘要 滚刀支架加工零件的主要加工表面是各表面的数控铣削加工200X200X96方块及数控车82外圆,内孔深100MM的镗削,M52X2外螺纹的数控车削加工以及12-M6深12螺纹孔的钻、攻加工等。一般来说,保证平面的加工精度与保证孔系的加工精度相比,保证平面的加工精度比较容易。孔径加工都是选用专用钻夹具,夹紧方式一般选用手动夹紧,夹紧可靠。因此生产效率较高。能够满足设计要求。 本次设计的题目是滚刀支架加工工艺设计及编程,重点在于对滚刀支架加工的工艺性和力学性能分析,对滚刀支架加工零件的加工工艺规程进行合理分析,对滚刀支架加工进行加工工艺的规程设计,包括了滚刀支架加工的数控铣削加工和数控车削加工,并且介绍了数控加工工艺及数控编程,以此滚刀支架加工进行数控加工工艺编制和数控编程的设计。关键词:滚刀支架;数控加工
2、;工艺设计;编程全套图纸,加153893706IXX学院毕业设计(论文) 滚刀支架加工工艺设计及编程目 录 摘 要I 1 制造工业的重要性1 2 零件结构工艺分析1 2.1零件的分析2 2.1.1零件的作用3 2.1.2零件的工艺分析42.2零件的主要技术要求4 2.2.1内孔的精度及位置精度5 2.2.2平面的精度及位置精度6 2.2.3 其他要求8 3 工艺规程设计9 3.1选择定位基准10 3.2制定工艺路线10 3.3选择加工设备和工艺设备11 3.4机械加工余量、工序尺寸及公差的确定12 4 确定切削用量及基本工时12 4.1工序20:在铣床上面铣出200X200X96的方料13 4.2工序30:在车床上面准备四爪卡盘,校正中心与平行度,车端面,打中心孔15 4.3工序40:铣12X96键槽16 4.4工序50:切割外形与的孔17 4.5工序60:钻、攻两端12-M6深12MM内螺纹19 4.6时间定额计算及生产安排20 5 零件编程21 5.1车外圆,长度100MM22 5.2镗内孔深100MM22 5.3钻、攻两端12-M6深12MM内螺纹22 结 论23参考文献24致
3、谢251 制造工业的重要性机械制造工业是国民经济中一个十分重要的产业,它为国民经济各部门科学研究、国防建设和人民生活提供各种技术装备,在社会主义建设事业中起着中流砥柱的作用。从农业机械到工业机械,从轻工业机械到重工业机械,从航空航天设备到机车车辆、汽车、船舶等设备,从机械产品到电子电器、仪表产品等,都必须有机械及其制造。减速器也是有些设备中所不可缺少的,我们应该了解减速器的机械制造工艺过程才能把产品制造出来。2 零件结构工艺分析本文首先对滚刀支架加工的零件进行分析,通过对滚刀支架加工进行的研究和分析,描述了它的毛坯制造形式、机械加工余量、基准选择、工序尺寸和毛坯尺寸的确定,以及切削用量和工时的计算等相关内容。为了提高劳动生产率,与指导老协商后,感觉用数控编程比较合适。在这次毕业设计中,根据课题所给的零件图、技术要求,通过查阅相关资料和书籍,了解和掌握了的机械加工工艺和编程的一般方法和步骤,并运用这些方法和步骤进行了夹具设计。整个设计得指导思想“简便、效率高、非常经济”。窗体底端2.1 零件的分析2.1.1 零件的作用题目给出的零件是滚刀支架。滚刀支架加工主要是作为机械结构零件来使用的,
《毕业设计(论文)-滚刀支架加工工艺及编程(全套图纸)》由会员桔****分享,可在线阅读,更多相关《毕业设计(论文)-滚刀支架加工工艺及编程(全套图纸)》请在金锄头文库上搜索。
电力检查井及附属构筑物施工
大目湾新城总体规划战略报告
《白公鹅》教学设计及反思
论述现今中日美
智能洗衣机控制器设计Verilog编程
最新农村小学生探究能力培养研究成果概述(陈继民)
公司会计年终工作总结标准模板.doc
初中英语与节日的英语作文大全
2023年注册造价工程师考试经验谈
建设社会主义精神文明 (2)
建筑工程各种统计台帐
汽车维修理论知识题库

2021年农村健康教育工作计划范文五篇
探究新媒体下公益广告艺术的发展的论文
智能机器人创新设计
学校家长会主持词
熔断器的结构、特性及选用介绍
各类施工现场生产安全事故应急预案(DOC39页)12745
离婚协议书简短(7)
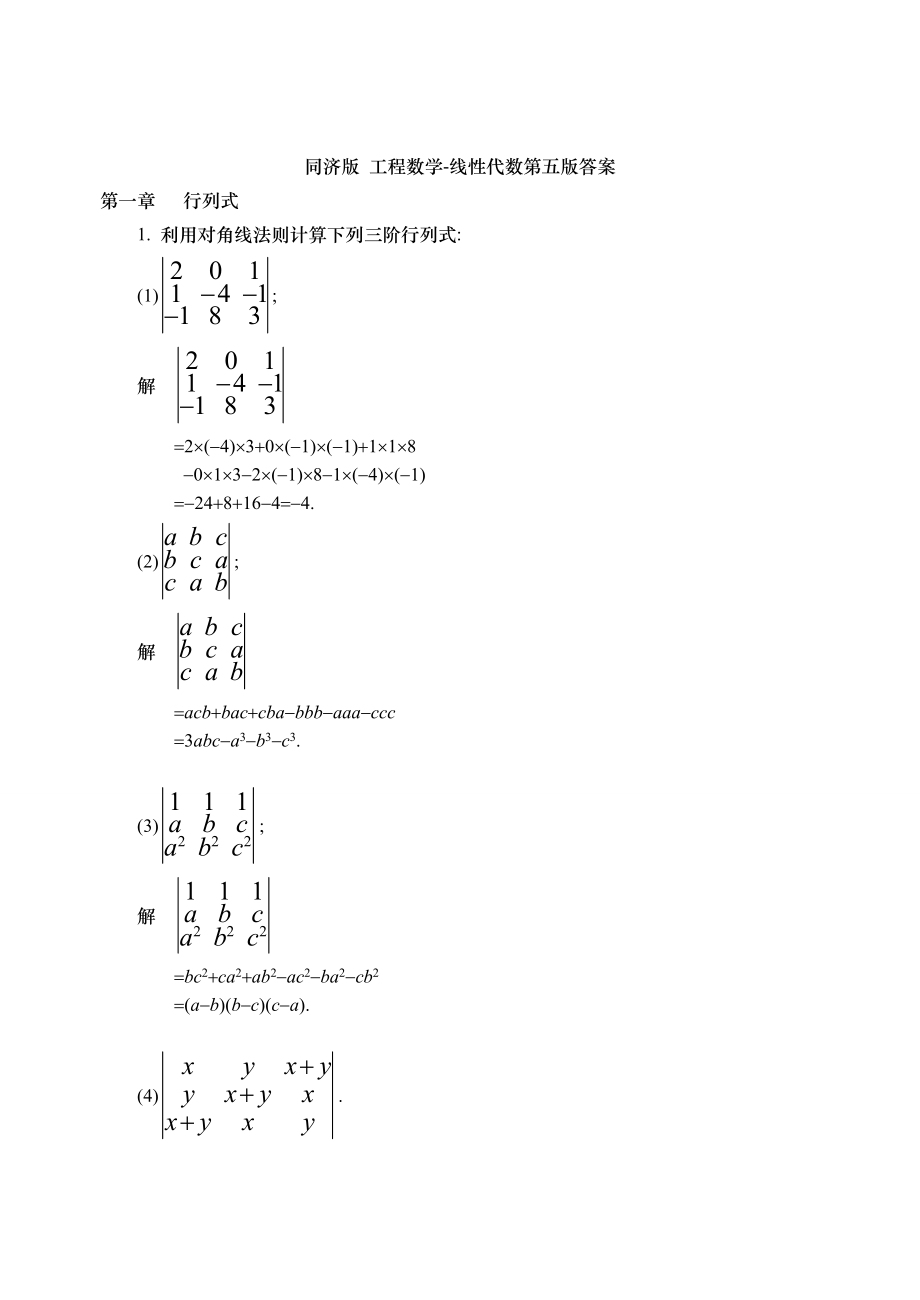
同济版工程数学线性代数第五版答案
 变速器轴承外壳的加工工艺规程及钻床夹具设计毕业论文
变速器轴承外壳的加工工艺规程及钻床夹具设计毕业论文
2022-09-21 32页
毕业设计(论文)-面向对象的汽车模型体系框架及性能计算
2023-05-17 37页
产品设计(一)课程设计-儿童自行车产品创意设计16
2023-08-14 28页
城轨车门结构毕业设计
2023-01-03 25页
常德F组团加固施工组织设计
2022-10-30 75页
液滴速度监控装置的设计报告
2022-10-21 27页
供给侧改革背景下减税降费在山东省的实施效应研究
2023-11-22 19页
毕业设计(论文)-基于TOPSwitch-Ⅱ的小功率开关电源设计
2022-11-17 43页
广东粤港供水有限公司运维管理平台建设方案
2023-05-27 36页
会计档案电子化管理探析档案管理专业
2022-09-06 20页