
轧钢板形讲义(杨荃)
86页
1、宽带钢生产线板形质量控制理论和应用杨荃北京科技大学高效轧制国家工程研究中心2005.08.16主要内容1、板形理论的基础知识2、轧件变形和辗系变形理论3、轧后带钢的屈曲失稳理论4、轧辗磨损及热膨胀理论5、部分板形测量仪表的原理6、层流冷却对板形的影响7、基于板形控制的轧机选型8、板形控制系统的应用9、板形控制模型的参数分析10、变凸度辗形的相关技术思考题1、如果我负责新建轧机的技术工作,我将在机型、辗形、工艺和控制诸方面注重哪些技术要点?2、如果我负责轧机生产线的技术工作(工艺、设备、电气、质检等专业),我应该把握 板形质量的哪些重要环节?3、如果我负责某条生产线的技术工作(热轧、酸洗、冷轧、热处理、涂镀层等专业)我如何考虑前后工序的配合来保证板形质量?1板形理论的基础知识板带材做为基础原材料,被广泛应用于工业、农业、国防及日常生活的各个方面,在国民经济发展 中起着重要的作用。随着科学技术的发展,特别是一些现代化工业部门如建筑、能源、交通、汽车、电 子、机械、石油、化工、轻工等行业的飞速发展,不仅对板带材的需求量急剧增加,而且对其内在性能 质量、外部尺寸精度和表面质量诸方面提出了严格的
2、要求。日益激烈的市场竞争和各种高新技术的应用 使得板带的横向和纵向厚度精度越来越高,也推动着轧机机型和板形控制技术的不断向前发展。对于热 轧、冷轧板的尺寸精度问题,有相对成熟的专门研究方法和解决手段。对于板形问题,无论是研究领域 或技术应用领域的工作,都具有更大的难度。有关板形的基础知识是解决板形问题所必需掌握的。1.1 板形的概念板形(Shape)所含的内涵很广泛,从外观表征来看,包括带钢整体形状(横向、纵向)以及局部缺 陷;从表现形式看,有明显板形及潜在板形之分。板带的横截面轮廓(Profile)和平坦度(Flatness)是目前用以描述板形的两个重要方面。横截面外 形反映的是带钢沿板宽方向的几何外形,而平坦度反映的是带钢沿长度方向的平坦形状。这两方面的指 标相互影响,相互转化,共同决定了带钢的板形质量,是板形控制中必须兼顾的两个方面。图1.1板带的横截面轮廓1.1.1 横截面轮廓横截面外形的主要指标有凸度(Crown)、边部减薄(Edge Drop)和楔形(Wedge)。1.1.1.1 凸度凸度Ch是反映带钢横截面外形最主要的指标,是指带钢中部标志点厚度hc与两侧标志点heo和h
3、ed平均厚度之差:Ch = hc-(heo + hed)/2( 1-1 )式中Ch-带钢凸度; hc-带钢中点厚度; heo-带钢操作侧标志点厚度; hed-带钢传动侧标志点厚度。标志点位置e1 一般取为25mm或是40mm,也有文献介绍为 50-100mm或0.05Bw, Bw为带钢板宽。 各符号意义如图1.1所示。1.1.1.2 边部减薄边部减薄是指带钢边部标志点厚度与带钢边缘厚度之差:(1-2)(1-3)Eo = h eo- heo,Ed = h ed- hed式中Eo -带钢操作侧边部减薄;Ed -带钢传动侧边部减薄;heo-带钢操作侧边缘厚度;hed-带钢传动侧边缘厚度。边缘厚度位置e2一般取为5mm,也有文献介绍为 2-3mm。1.1.1.3 楔形楔形Wh是指带钢操作侧与传动侧边部标志点厚度之差:Wh = h eo - h ed( 1-4 )式中Wh-带钢楔形度。1.1.1.4 比例凸度比例凸度Cp是指带钢凸度与厚度之比:Cp=Ch/hc*100%( 1-5)式中Cp-带钢比例凸度。1.1.2 平坦度带钢平坦度是指带钢中部纤维长度与边部纤维长度的相对延伸差。带钢产生平坦度缺
4、陷的内在原因 是带钢沿宽度方向各纤维的延伸存在差异,导致这种纤维延伸差异产生的根本原因,是由于轧制过程中 带钢通过轧机辐缝时,沿宽度方向各点的压下率不均所致。当这种纤维的不均匀延伸积累到一定程度, 超过了某一阈值,就会产生表观可见的浪形。平坦度的表示方法有很多,如波高法、波浪度法、纤维相对长度差法、残余应力法、矢量法等。连轧过程中,带钢一般会被施以一定的张力,使得这种由于纤维延伸差而产生的带钢表面翘曲程度 会被消弱甚至完全消除,但这并不意味着带钢不存在板形缺陷。它会随着带钢张力在后部工序的卸载而 显现出来,形成各种各样的板形缺陷。因此仅凭直观的观察是不足以对带钢的板形质量做出准确判别的。 由此出现了诸多原理不同、形式各异的板形检测仪器,如张力分布式板形仪、平坦度仪等。它们被安设 在轧机的适当位置,在轧制过程中对带钢进行实时的板形质量监测,以利于操作人员根据需要调节板形,或是指导板形自动调节机构进行工作。1.1.2.1 带钢的波浪高度和波浪度带钢的波浪度表示为:dw = Rw/Lw*100%(1-6)式中dw-带钢波浪度;Rw-带钢波浪高度;Lw-带钢波浪长度。1.1.2.2 带钢的平坦
《轧钢板形讲义(杨荃)》由会员壹****1分享,可在线阅读,更多相关《轧钢板形讲义(杨荃)》请在金锄头文库上搜索。
2023年安徽省房地产经纪人维护相邻不动产安全考试题
柠檬酸金钾市场调查及发展的研究报告
三分钟英语自我介绍
君聪特纯奶茶配方 (2)
请假条标题
![常用电气简图图形符号[指南]](https://union.152files.goldhoe.com/2023-6/28/cbff861b-1b16-4194-adb6-6eb6399fc77f/pic1.jpg)
常用电气简图图形符号[指南]
粤教版小学科学六年级上册复习试卷(分单元)
医院爱国卫生工作总结 篇11
6上教案人教版六年级数学上册全册表格式教案(最新全套)
销售的思维导图
7年级的体育教学计划(3篇).doc
小学庆六一活动总结范本(4篇).doc
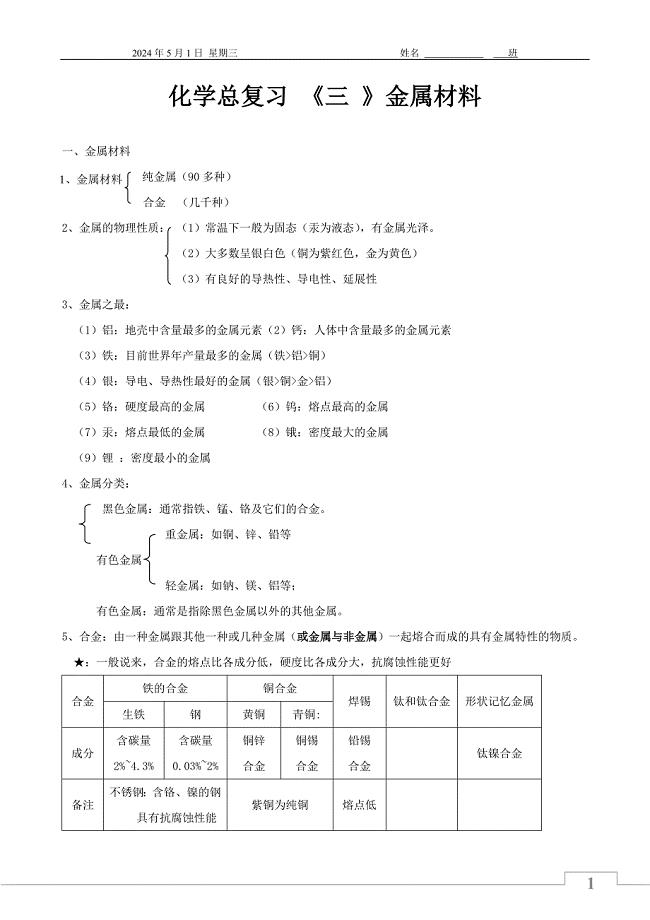
中考化学总复习三 金属和金属材料 学生版
房屋装饰装修合同(6篇)
2021年度政教处工作计划范文.doc
2022广西南宁市青秀区人民政府办公室公开招聘外聘人员5人模拟试卷【附答案解析】(第9卷)
公司发展战略规划书(案例)
电工基础知识考试历年真题汇总含答案参考56
小学四年级班规班约
2018年秋七年级数学上册第二章整式的加减章末随堂检测新版新人教版
 项目战略合作协议
项目战略合作协议
2023-04-17 2页
HDPE管材生产指导书
2023-10-29 7页
项目计划书或是项目可行性报告
2022-12-06 2页
CAD中的各种快捷命令键
2022-11-06 10页
钙钛矿结构材料在催化方面的应用简述
2024-01-13 4页
项目管理中各类组织形式的适用性分析
2023-07-08 3页
进度管理计划
2023-06-14 9页
《从单体应用到微服务》读后感
2023-10-14 16页
21固相析出分离技术
2023-05-14 6页
重大森林病虫害疫情应急处理预案
2023-10-08 8页