
HDPE管材生产指导书
7页
1、HDPE 管材生产指导书1、挤出原理 塑料加工业是一项综合性很强的技术型产业。它涉及到高分子化学,高分子 物理, 界面理论,塑料机械,塑料加工模具,配方设计原理及工艺控制等方 面。挤出理论 主要研究塑料在挤出机内的运动情况与变化规律。挤出机中塑 料在一定外力作用 下,于不同温度范围内出现的高聚物的三种物理状态,与 螺杆结构,塑料性能,加 工条件之间的关系。从而进行合理工艺控制。以达 到提高塑料制品产量与质量的目 的。塑料高分子材料,在恒定的压力下受热 时,于不同温度范围内,出现玻璃态, 高弹态,粘流态三种物理状态。一般 塑料的成型温度在粘流温度以上。螺杆的旋转 产生剪切力使塑料破碎;螺杆 的转动产生推动力使破碎的塑料连续前进并因此产生 挤出压力;在挤出压力 作用下,过滤板和压力所及的其它部位产生反作用力 (即背 压),造成塑料的迥流和搅拌,从而实现挤塑过程的全面均衡。这一作用过程正是塑 料实现均匀塑化的必要条件和充分条件。2、原料准备我公司PE管材生产采用PE白色基料添加黑色色母料混合均匀生产,现使用白色基 料PE80级为茂名石化的TR480M, PE100级为上海石化的YGH041;
2、黑色色母料炭黑含 量为 45-50%,现生产添加量为 2.0-3.0%;因使用本色树脂, 吸水性差,根据生产经 验,水分含量基本满足生产要求,不必要进行烘干; 如使用黑色专用混配料,因炭 黑吸水性强,需对原料进行脱湿干燥处理。开 机时,为保证开机效果,不建议添加 会用料;在以后的正式生产中,根据设 备,原料特性合理进行添加,添加用量为 10%-40%原料混合,要求高速均匀 混合。添加会用料时,最好对会用料进行干燥处 理。3、工艺准备a、加工温度:依据 HDPE原料特性,以及我公司设备特点,熔体流动速率为0.38g/10min(5kg,190C),熔指偏低,需较高的加工温度;因此机筒温 度设置 为180222C,按逐渐递增设置,机头温度设置为220 240 C,递增或平稳设 置均可,口模温度设置为220 230 C,开机时,应该注意 的是机头入口和出口 熔体温差不应超过20度。因为熔体与金属间较高的温度差将导致鲨鱼皮现象。 口模温度不宜过高,过高容易出现“流涎”现象。应及时根据实际情况合理调整 各段温度。蓝色线共挤机各段温度逐渐递增设置为180200C。b、下游附件:真空定径水箱采用硬质
3、橡胶皮密封,其内孔直径应为所生产管材外径的40-60%,确保严实密封,真空箱内支撑板应根据管材规格选择相应大小,稳固 安置,如果生产周期较长,还应在相应支撑板上垫上软质布料,防止长时间生产 出现杂质水垢管材划伤现象;冷却水箱挡水圈内孔直径应为管材外径的70-90%, 确保有效挡水,水箱支撑轮必须根据管材 规格调整至相应档位;牵引机、切割 锯、翻转台应依据管材规格调整至合理位置,保证生产顺利进行,尤其是生产大 口径管材和薄壁管材时,需合理调整牵引机档位,设置牵引机压力,时刻关注牵 引机运行情况,防止牵引机打滑和压扁管材现象发生。c、冷却水温应控制15-25C左右,开机前检查各冷却水箱尤其是真空槽内的各喷 淋嘴是否喷淋正常,如有异常及时维修清理;检查真空泵、各冷却水泵运行有无 异常,及时排除影响生产的不利因素。检查牵引机、切割锯运 行情况,如有不 妥,及时调整修理。d、穿设牵引管材时,应对牵引管材进行清洗,除去管材的杂物,防止划伤支撑轮和 支撑板;穿设时,应注意穿引速度,不得过快,倒牵引速度应在 1.5米/秒左 右,在进真空槽以后,应及时减慢倒牵引速度低于1.0米/秒,同时必须有人专门 关
4、注各接头,防止碰撞顶坏相应设备;真空槽内的牵引管最好一根整管,不得有 机头或者破损穿孔,以便管径及早成型;063以下小口径牵引管的穿设可用手动 穿设即可。必须注意保证各接头牵引绳结实牢固,不得在生产牵引时出线断裂。尤其需要注意的是,开机生产时,尽量采用同等规格的牵引管材,牵引管材与待 生产管材管径不得差别过大。e、口模间隙调节:管材壁厚是否均匀,均大部分取决于模头间隙的调整,依据实际 生产经验,0160(包括0160)以下管材的口模间隙调节均可上、下、左、右均 匀,即可基本保证管材壁厚要求;0200400管材(特别是厚壁管材)因料坯自 身流垂比较大,在生产时就必须合理调节口模上下间隙以保证管材壁厚均匀,其 口模间隙大体可调节在1.0- 2. 5mm左右,具体视挤出设备、口模结构、原料 性能而定(主要影响因素为原料熔融指数)。 对于小口径管材(0110以下)可 凭肉眼管材进行调节,大口径管材必须对口模间隙进行精确测量,确保合理口模 间隙。f、开机开始前,必须仔细清理整洁定径套冷却水环,保证出水均匀;合理调 整定径 套位置,在口模间隙调节好的情况下,让定径套和口模进行对中,测量定径套与 口
《HDPE管材生产指导书》由会员博****1分享,可在线阅读,更多相关《HDPE管材生产指导书》请在金锄头文库上搜索。
运输合同简单版
建筑行业某商住楼工程施工组织设计方案
综合性油脂灌装项目商业计划书写作参考
国家开放大学21秋《病理学与病理生理学》综合测试题库答案参考98
分布式光伏发电项目管理暂行办法
2022年产品营销策略推广方案计划书
全球气候变暖倡议书10篇
汽车零配件在国内销售渠道存在问题及对策
大学生如何理性择业
卡罗纳评课稿
四年级篮球课教案
2023年抚顺市中医院招聘医学类专业人才考试历年高频考点试题含答案解析
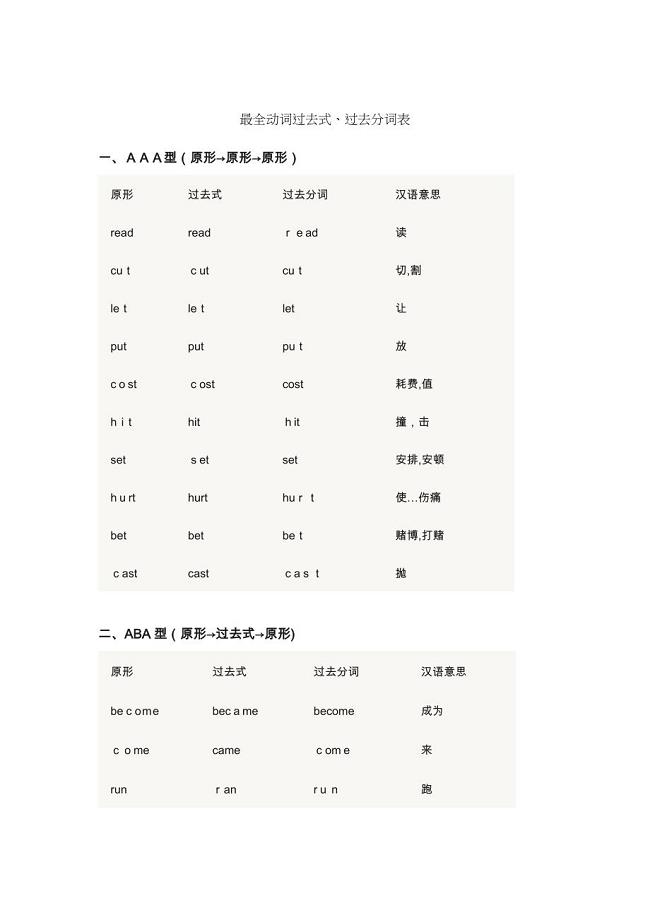
最全动词过去式、过去分词表

环球生物比赛有感.doc
信息管理专业求职信
关于上海信辉服饰员工薪酬制度的分析报告
电气设备管理系统论文设计
2023年建设工程质量管理制度3篇

服装销售个人年度总结(二篇).doc
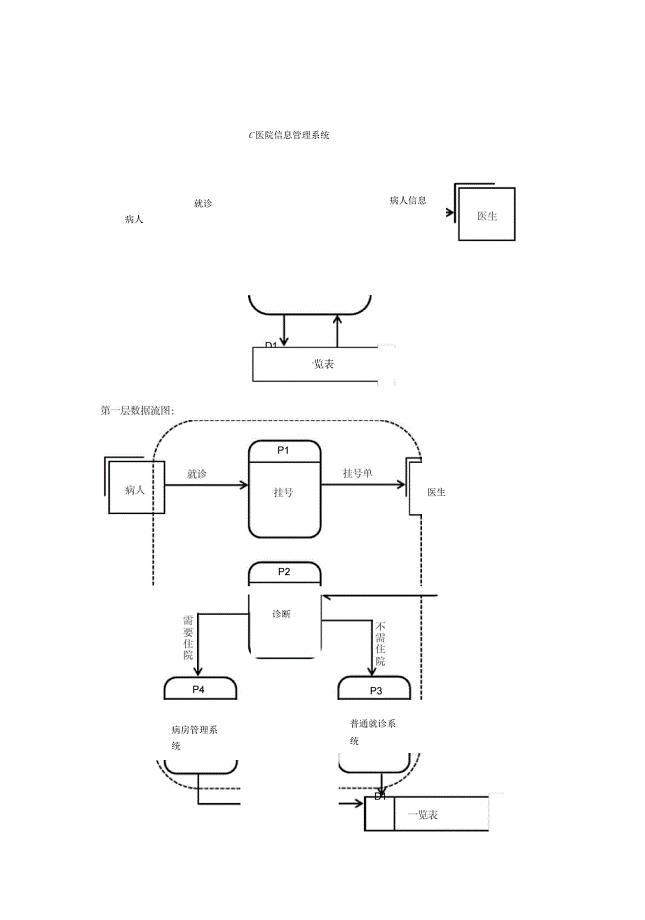
医院信息管理系统数据流图
 1、主变施工方案
1、主变施工方案
2023-01-30 19页
GIS几何变换实验
2022-10-06 9页
苏州市城市公共服务业节约用水情况季报表
2023-02-09 3页
高桥村阵地建设实施方案xin
2023-05-25 4页
资产评估实务-价值比率的概念和分类知识点
2023-08-20 13页
SPSS对主成分回归实验报告材料
2022-08-18 14页
言语理解与表达 语句排序
2022-11-15 6页
绩效常见的指标
2022-11-06 3页
WACC 加权平均资本成本
2023-08-18 9页
三字经全文儿童版.doc
2023-10-01 17页