
铸造工艺毕业论文
37页
1、湖北工业大学毕业设计(论文) 摘要首先,分析零件的技术条件,明确零件的材料组成以及性能要求。对零件结构的铸造工艺性进行分析,明确零件的结构特点,找出可能存在的结构问题。提出改进措施或预防缺陷的措施。其次,根据零件结构特点,技术要求,生产要求,生产批量,生产条件选择铸造及造型方法。由零件的结构特点,提出多种浇注和分型方案,综合对比分析,选择最为理想的浇注位置及分型面。制定出详细的铸造工艺方案。再次,根据铸造工艺方案和零件的特点,选用适宜的工艺参数,设计铸件的补缩系统,浇注系统。绘制出铸造工艺图。最后,设计铸造工艺装备,包括模板和芯盒,绘制模板和芯盒的装配图。关键字:铸造工艺性 ;铸造工艺方案 ;铸造工艺参数 ;补缩系统;浇注系统 III AbstractFirst of all, I analyse the technical conditions of the parts to clear the material composition and performance requirements of parts ,analyse the casting process of the
2、part structure to clear the structural features of parts ,identify possible structural problem and propose measures to improve the structure of parts or the prevention of defective。Secondly, According to structural characteristics of parts, technical requirements, production requirements, production volume, production conditions I choose methods of casting and modeling. According to the structural characteristics of components, I develop a variety of pouring and parting programmes, analyse compr
3、ehensively and comparatively, choose the best pouring position and parting plan and develop a detailed programme of casting process. Again,according to the programme and structural characteristics of parts, I select the appropriate technical parameters , design feeding system and pouring system.of the casting ,map out the casting process plans. Finally, I design the casting process equipment, including the templates and core-boxes and draw the assembly plans of template and core-box .Keyword: Ca
4、sting process;Casting process programme; Casting process parameters;Feeding system ;Cating system摘要IABSTRACTII绪论11 零件材料性能分析22 零件结构的铸造工艺性分析33 铸造工艺方案的确定63.1 分型的分析比较与选择63.1.1方案一63.1.2方案二73.1.3方案三83.2 造型方案83.3 造型(芯)方法的选择93.4 铸型种类的选择93.5 浇注位置的确定103.6 砂箱中铸件数目的确定103.7砂芯的设计103.7.1砂芯尺寸103.7.2下芯顺序114 铸造工艺参数的选择124.1 铸件线收缩率124.2 机械加工余量124.3 起模斜度的选取135 铸件体积的计算145.1 实体部分体积145.2 去除部分体积165.3 铸件与铸型的体积176 冒口的设计186.1 热节分析及热节圆的计算186.2 冒口的设计186.2.1初步方案186.2.2改进方案a196.2.3改进方案b196.2.4改进方案c206.6 冒口的验算217 浇注系统的设计227.1 浇
《铸造工艺毕业论文》由会员汽***分享,可在线阅读,更多相关《铸造工艺毕业论文》请在金锄头文库上搜索。
南开大学21秋《新闻学概论》在线作业一答案参考98
关于小狗的作文汇编11篇

医院突发公共卫生事件应急处理预案
小学PEP五年级英语上册书面表达专项试题附材料及答案
有关毕业求职信合集8篇

初一数学上册知识点
高一年级英语第一学期期末考试联考
绽放青春放飞梦想演讲稿
土木工程实习总结报告范文(2篇).doc
东北财经大学21秋《网上创业实务》在线作业二满分答案73

建设年产600(台套)层压机项目建议书写作模板立项备案审批
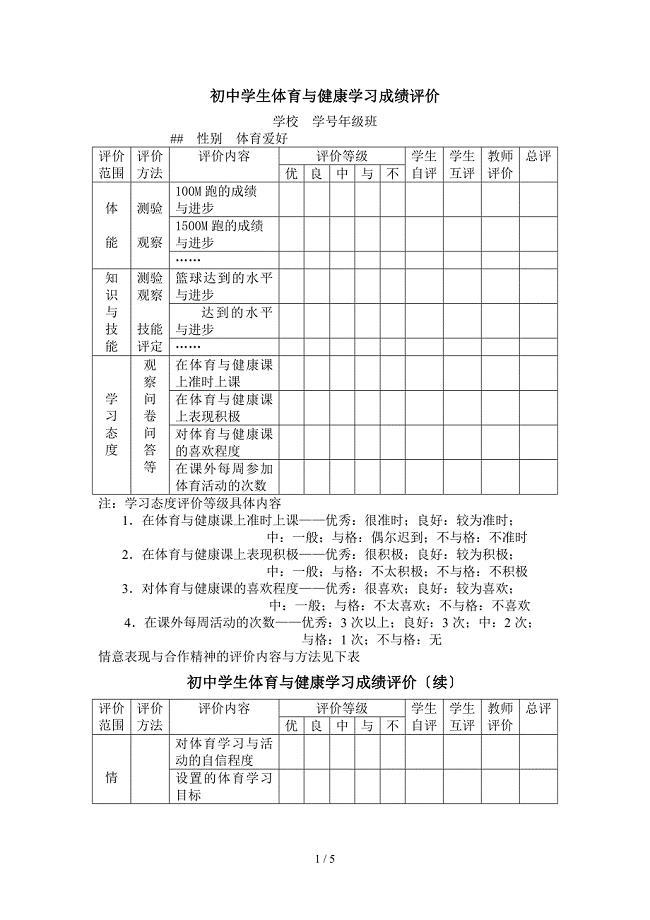
初中学生体育与健康学习成绩评价
信用社人事科科长竞聘演讲稿模板(2篇)
学校安全2023年工作总结(4篇).doc
2022年人力资源管理师三级考前难点冲刺押题卷含答案21
初二数学复习资料
工程竣工报告范本
2022年考博英语-天津师范大学考前模拟强化练习题60(附答案详解)
公司程序员辞职信
网上服装销售系统毕业设计(论文)word格式
 水电工程承包合同范本.doc
水电工程承包合同范本.doc
2023-12-22 31页
2022银行工作计划汇总六篇
2023-04-05 18页
第三方物流设计
2023-05-31 16页
学生简单大方的自我介绍
2022-12-17 9页
民营医院全部规章制度后勤
2023-08-15 53页
工作中感悟安全【可编辑版】
2024-02-11 3页
C匝道1号桥现浇箱梁专项施工方案
2024-01-22 59页
厂房脚手架专项施工方案
2022-12-29 31页
村委会关于贫困户退出的申请书
2022-12-31 6页
汉字听写大会观后感初二作文
2023-07-23 7页