
车床主轴加工工艺过程说明书(1)
32页
1、题 目:车床主轴加工工艺过程姓 名:班级学号:指导教师: / 摘要在机械领域中,车床是应用最广泛为、最为频繁的一种机床,它的应用非常的普遍.所以它的加工精度就极其的重要,工件能否达到加工要求就取决于车车床本身的精度,而决定车床加工质量的就是它的主轴。CA6140车床主轴是把旋转运动及扭矩通过主轴端部的夹具传递给工件和刀具,要求有很高的强度及回转精度,其结构为空心阶梯轴,外圆表面有花键、电键等功能槽及螺纹。故,生产A61主轴的工艺以及加工方法,对整个机械加工来说都有着非常重要的作用,本文详细阐述了CA10主轴的工艺过程、加工余量、切削用量以及生产中所涉及的重要夹具关键词 车床;主轴;旋转运动;公差AbstratInhe machine relm, th later i an pplication mst exteively is,h ms multarous oachine, espcilly the A614 lars, its pplicato s vey idesread.o tcesseaccurcy for t ver imprtce, the wor pieehe accut
2、hat canattaino rocess to requestandthen e ecidd by he car lathr, bu cide e 14 lates rocsigqualityis s incipl axis。The 6140 lather princa xisi reove rt andwistto arr depamet hrgha prnipala thetongs delvr to havefr ork iece nd theknf, requting verig rngth n urninround ccuacy, its stcureishlwstairs tk, outidecileth srface cai the functi sots, suh a HU IAN4 a h elecricitykey。ec. nd thr。Pas, produthe craft of the CA140 principal xises an process a method,poes to te hole acine o ay that a he a unt fo
3、muh functo,this tet elabotestheat proceseof the CA14 principal xiss,press aunt of rmining ad cs to pare dosage ndpoducesinetail medium th importanttns invole。Keywrd Lth;axis;Princiaxi;aloance目 录摘 要IractI第 1章零件的分析21。1零件的作用21.1.1支承轴颈2.1.2头部锥孔2.1.头部短锥1。1。4装配轴颈1。15轴向锁紧3.2零件的工艺分析31.1加工阶段的划分31。2.2工序顺序安排312.主轴锥孔的磨削4第2 章工艺规程的设计5.1主轴的材料、毛坯与热处理5.1主轴的毛坯52。1.2主轴的材料和热处理522主轴加工工艺过程62。2.1主轴加工的主要问题和工艺过程设计所应采取的相应措施6。2主轴加工定位基准的选择7。2.3主轴主要加工表面加工工序的安排7.2。4主轴加工工艺过程92。5各工序工步的排序11第 3 章机械加工余量、工序尺寸及毛坯尺寸的确定23。1各工序工步的切削余量
4、的计算123。2各工序工步的切削用量的计算5结论3参考文献4致 谢5第 1 章 零件的分析1.1 零件的作用车床主轴是把旋转运动及扭矩通过主轴端部的夹具传递给工件和刀具,要求有很高的强度及回转精度,其结构为空心阶梯轴,外圆表面有花键、电键等功能槽及螺纹。1.1.1 支承轴颈主轴两主支承轴颈A、B和1:12锥度与双列向心短圆锥磙子轴承配合,并支承在主轴箱孔上是主轴部件的装配基准。其圆度和同轴度将引起主轴回转误差,影响被加工工件的精度,必须严格控制。主支承轴颈圆跳动公差为0。005,1:2锥面接触率70%,表面粗糙度a为0。4m。 主轴中间辅助支承为单列滚子轴承,用以提高主轴刚性和回转精度。其径向圆跳动公差为0.1;表面粗糙度a为0.4m。尺寸公差等级为IT6。1.1.2 头部锥孔主轴头部莫氏6号锥孔是用来安装夹具的定位面的.可安装顶尖,也可安装刀具。其对支承轴颈A、B的圆跳动,近轴端公差为.05,离轴端30处公差为0.。锥面的接触率7表面粗糙度为0。4m,硬度要求HR52。主轴锥孔的轴线与支承轴颈线不重合,将使被加工工件产生相对位置误差。1.1.3 头部短锥主轴头部短锥C和大台阶面D是安
《车床主轴加工工艺过程说明书(1)》由会员壹****1分享,可在线阅读,更多相关《车床主轴加工工艺过程说明书(1)》请在金锄头文库上搜索。
小学三年级上册教案
班主任工作案例 (2)

小学思想品德说课稿模板
地被植物花草种植
福建省厦门六中2011届高三英语11月月考新人教版
定量分析化学导论
微波实验指导教程学生用书
新年祝福语大全:猴年除夕祝福语
成人专科计算机应用基础教程习题1答案
贵阳市劳动合同
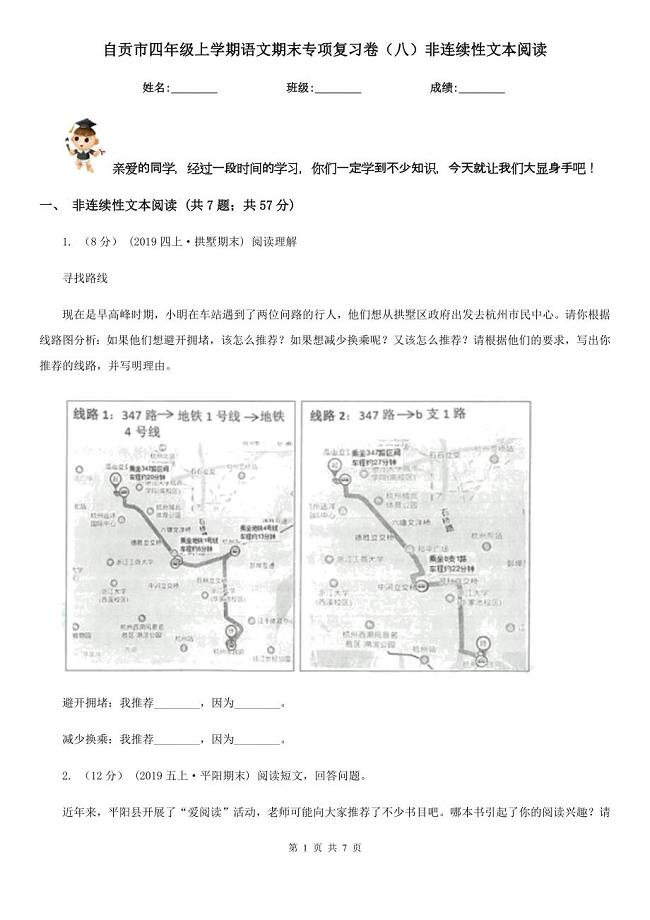
自贡市四年级上学期语文期末专项复习卷(八)非连续性文本阅读
红外光栅助力“智慧企业”
电脑网络中的TGMBb的区别
聘用退休人员劳动合同范本
曹文轩山羊不吃天堂草读书笔记
民宿合作协议
广东省房价影响因素研究
【毕业论文】遗传算法在实际数值函数优化问题中的应用研究42376
考试记忆外科学知识点的方法
高三数学一轮领航(函数综合应用)
 仓库、财务、客服、运输人员考核表
仓库、财务、客服、运输人员考核表
2023-11-06 8页
电力安全事故学习心得体会(优秀)资料
2023-11-10 12页
东北农业大学21秋《工程地质》学基础平时作业一参考答案19
2023-08-26 13页
幼儿英语教师常用课堂用语200句
2023-06-05 12页
单招二年级语文期中检测卷
2023-09-02 7页
烤地瓜赚钱吗,有搞头吗
2023-11-01 14页
兰州大学21春《计算机组成原理》离线作业一辅导答案13
2024-02-13 11页
吉林大学21春《劳动合同法》在线作业二满分答案87
2022-12-14 16页
中国石油大学华东21春《输油管道设计与管理》离线作业一辅导答案72
2022-10-04 12页
天津大学21秋《环境保护与可持续发展》平时作业一参考答案15
2023-09-25 15页