
外文翻译新一代注塑技术
15页
1、毕业设计(论文)外文资料翻译系部: 机械工程系 专 业: 机械工程及自动化 姓 名: 学 号: (用外文写)外文出处: University Hospital Zurich, Zurich, Switzerland 附 件: 1.外文资料翻译译文;2.外文原文。 指导教师评语: 签名: 年 月 日注:请将该封面与附件装订成册。附件1:外文资料翻译译文新一代注塑技术摘要:本文介绍新一代瓶坯注塑技术的特点以及通过一个循环所实现的瓶性能。这一循环使瓶胚冷却不再需要机械手和引出板,而是瓶胚直接在模芯上冷却,在进一步通过2.5 注射循环冷却之后被顶出。这使制件的冷却得以改进,从而大大提高了每个阴模的产量。从工作单元去掉机械手减少了空间需求,并大大简化了系统。关键词: 注塑模具设计 循环速度1、概述转位瓶胚注塑技术是在Husky 注塑系统双压板机器设计发展起来的。该系统有一个四面动压板绕横轴旋转。每一面配一个典型的半冷塑模。原模系统是一个48 阴模,从而提供192 个模芯。定压板上装有一个标准的热流道和半阴模。 本系统配备一个标准两级注塑装置,该装置有一个120 毫米挤塑机和120 毫米注射压料塞
2、,注射压料塞上有一个机筒头和分配阀连接两级。用目前的瓶胚设计,目标重量是47.3 克瓶胚,从而注射量为2270 克。两42 个不同的聚对苯二甲酸乙二醇酯螺杆用于本系统,每个都取得了可以接受的效果。 当机器循环时,塑料首先注射到A 面。由于瓶胚要留在模芯上,瓶胚在开模不需要象在传统系统上那么硬。因此,循环的绝大部分冷却可以在随后的机器循环期间从闭模转到在模芯上冷却。然后循环需要一个非常短的冷却期间以允许模具释压,注射和保压也是如此。当开模时,这一面转位到压板的顶部表面,然后塑料在B 面注射。当D 面到达前端时,此时A 面在压板的底部位置,顶杆在这里被启动,瓶胚被从机器卸到制件引出传送器上。注射行程对循环时间没有影响,因而可以较慢地完成。重力帮助确保制件脱离模具落下。制件落在其帘格端头的传送器上,造成表面擦伤的可能性较小。 在顶部、背部和底部位置,气冲成型系统对瓶胚提供表面冷却。由于瓶胚保持在模具的模芯上,它们还容易在内表面得到传导冷却。总体上讲,瓶胚的整体温度比它在传统模塑系统和冷却引出板中呆类似的时间要冷。2、瓶性能我们分析转位系统的一个重要方面是拿这种系统生产的瓶胚制造出来的瓶的性能
3、与传统工作单元上生产的类似瓶胚制造出来的瓶相比较。表1 给出从进行的试验中得出的比较数据。 转位瓶胚的性能在强度测试中一直较好,这是因为改进的浇口质量允许材料在瓶内较好地分布,没有迹象表明使用这种系统在瓶的任何地方结晶度升高。生产的转位样品可能平均较轻,因为它们的重量分布要紧密得多。3、系统的特点这种托坯最明显的好处是需要的模内冷却时间减少了,从而减少了整个循环的时间长度。目前,这种系统用最大壁厚为4 毫米的47.3 克瓶胚工作。这种瓶胚加工循环时间测定为22.5 秒,对于一个阴模系统来说是最佳的了。转位48 阴模系统实现14.2 秒的循环,能取得较好的商业质量结果。图2 给出循环细分的比较情况。旋转塔台不再需要机械手。这样,就减少了由传统系统上机械手故障造成的干扰告警和服务停机时间。制件顶出现在不是机械循环时间的一个因素。随着消除机械手需要的开模间隙减少了,随着模具行程的减少还提高了空循环速度。系统的另一个好处是需要的地板面积减少,以及由于没有机械手和引出板冷却系统,系统的可靠性得以提高的潜力。预计不发生机械手故障的整个系统可靠性可允许系统可用性提高30%。转位系统的地板面积只有传统
4、48 阴模系统所需面积的55%。与之相伴的还有每英尺地板面积的产量进一步提高。使用转位系统使瓶胚的浇口质量得到改进。在阀浇口区冷冻之后,瓶胚在较短时间内与阀杆的热点接触,因为瓶胚在阴模内的冷却时间被大大减少。去掉这一热源就消除一个结晶源。除了较好的视觉效果,还导致浇口区更结实,从而使得整个瓶侧壁区更好,及有更多的机会减轻基础区瓶胚的重量。瓶胚留在模芯较长时间。与标准瓶胚注塑系统相比,整个瓶胚冷却得到改进。在一个传统的机械手冷却板内,制件遇到被冷却的管表面就会收缩,这样热传递就不完美。在转位系统中,制作在模芯上收缩,从而保持热传递,在被顶出时,转位瓶胚的全面整体温度比瓶胚从传统系统的引出位置取出时要低。还有,对于目前的瓶胚设计来说,不向颈模圈区供应冷却水,在顶出时仍比标准系统要冷得多。对于一个典型的成型系统来说,冷却该区能限制循环。转位系统用几种不同材料及测试的两种不同材料和两种不同的聚对苯二甲酸乙二醇酯螺杆设计,可以看到乙醛(AA)量一直较低。与注射量相比这一循环时间对注射装置提出非常高的要求,注射装置连续不断地冲刷没有一点滞留时间的螺杆。由于模具内的峰值阴模与两个不同的螺杆相符,并与
《外文翻译新一代注塑技术》由会员pu****.1分享,可在线阅读,更多相关《外文翻译新一代注塑技术》请在金锄头文库上搜索。
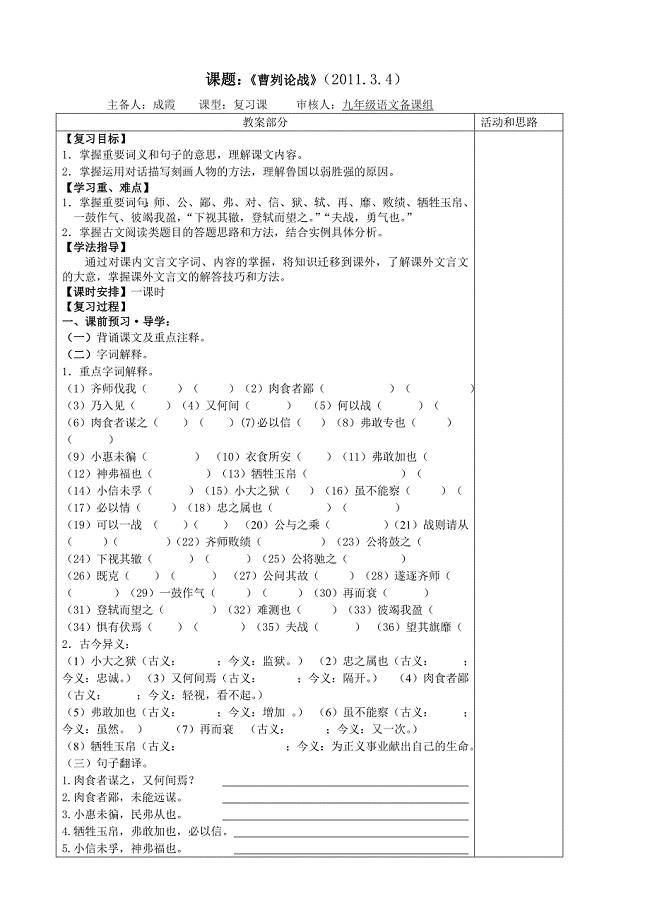
教育专题:曹刿论战(教师)
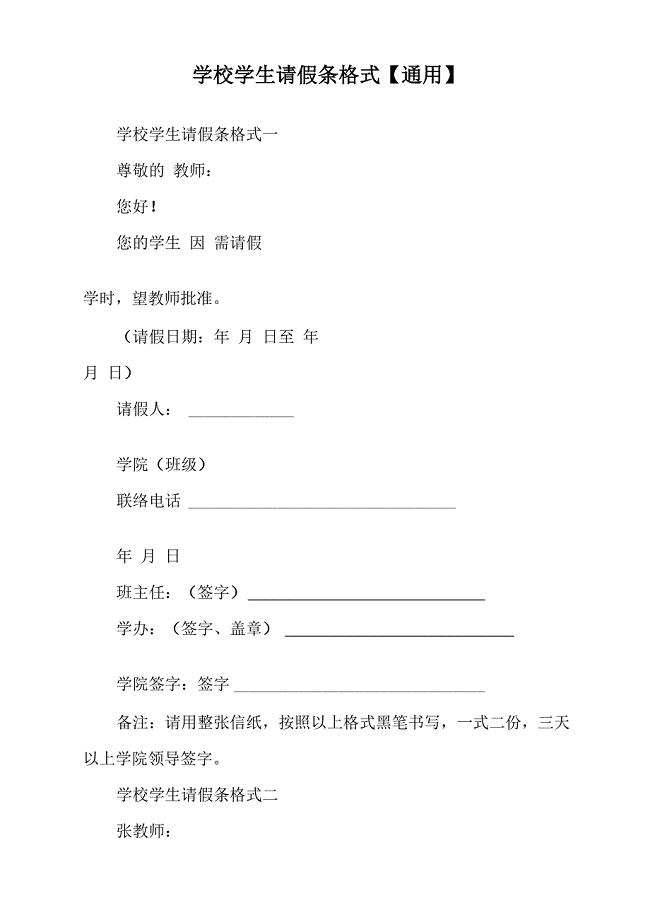
学校学生请假条格式
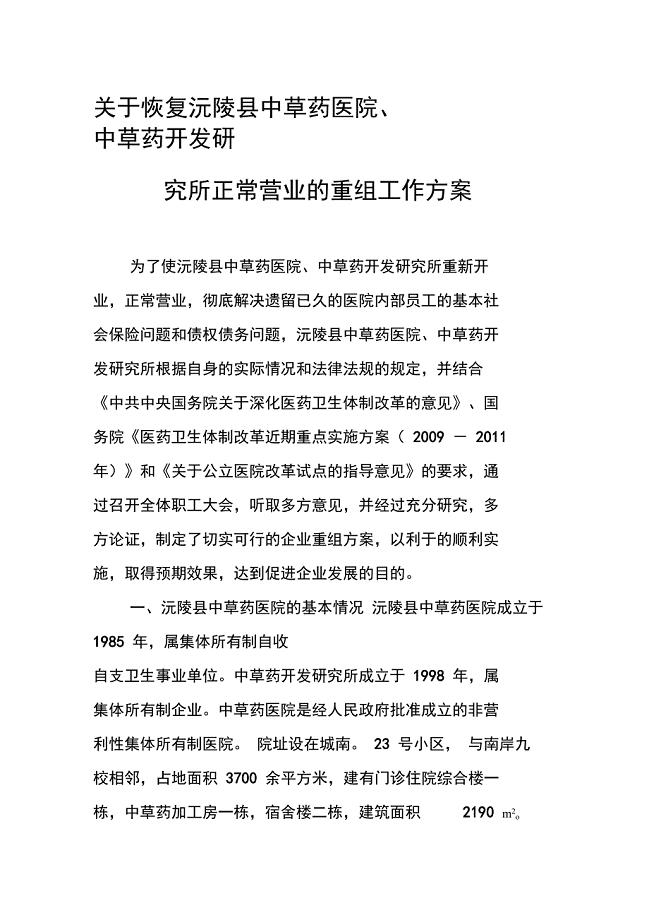
改制重组工作方案

细细身体长又长,身後背着四面旗,斗大眼睛照前方,专除害虫有助益(打一动物)
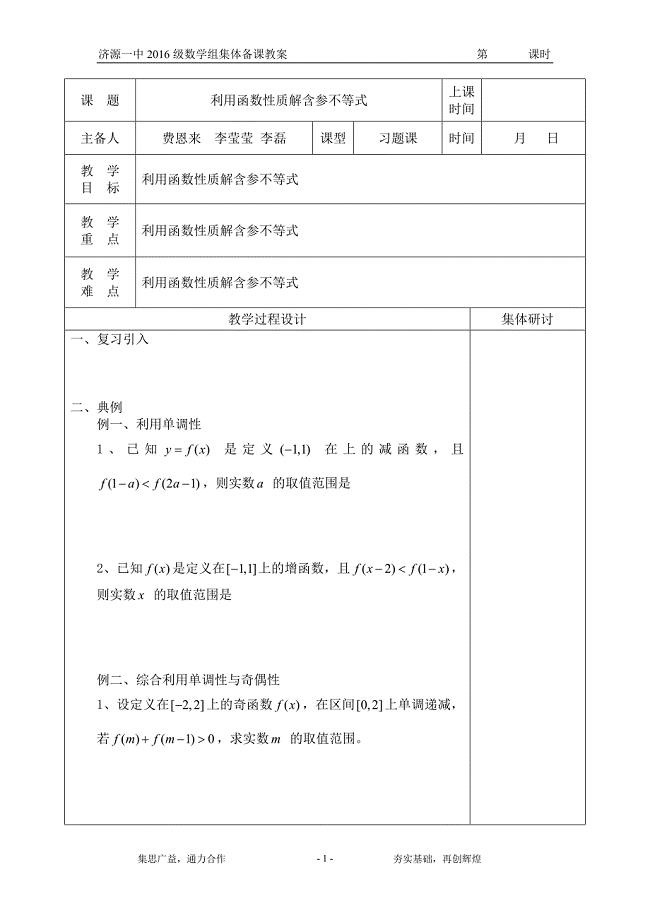
单调性习题课

企业LOGO委托设计合同
临床实习报告范文
人教版七下第6章平面直角坐标系单元测试五(含答案)
2022年关于小学生祖国在我心中演讲稿模板九篇
医院年终总结报告范文
干式变压器安装作业指导书

水泥搅拌桩干法试桩工程施工设计方案
云计算及其应用

安全管理工作总结标准范本(4篇).doc
创新管理思路加快转型升级
产品加工协议书四篇

西师版小学五年级五单元下部份教案
安全库存管理制度
成人高考高起点模拟题及答案(语文、数学、英语各一套)
六年级美术下册教学案
 建筑工程专业顶岗实习报告范文两篇
建筑工程专业顶岗实习报告范文两篇
2023-04-18 6页
家庭家风家教活动方案2021年最新
2023-09-23 11页
BH501产品规格书模板
2023-07-10 6页
浅谈我国远程教育应用计算机技术的现状以及反思
2022-12-08 3页
阿司匹林片剂中乙酰水杨酸含量的测定
2023-12-27 9页
解析法律的双重性质
2023-12-27 17页
微型蒸汽机车参数
2022-10-19 3页
安全库存管理制度
2023-01-06 6页
一生一世美人骨电视剧影评
2024-02-03 4页
海尔公司跨国并购的财务风险分析
2023-10-13 3页