
毕业设计(论文)热轧板带钢的控制轧制
16页
1、河北科技大学毕业论文河北科技大学毕 业 论 文论文题目: 热轧板带钢的控制轧制学 院 材料学院 专业年级 2011冶金工程技术 学生姓名 指导教师 职称 日 期 2013年11月20日 目 录一、前言1二、控制轧制的特点2三、国内典型中厚板轧机控轧控冷工艺6四、热连轧带钢的控制轧制和控制冷却8五、宽带钢轧机板形控制技术10六、结论14参考文献14热轧板带钢的控制轧制摘 要:控制轧制和控制冷却技术在轧钢生产中加以应用,明显地改善和提高了钢材的强韧性和使用性能,为节约能耗,简化生产工艺,开发钢材新品种创造了有利条件。通过对典型的热轧带钢,中厚板及宽带刚钢控制轧制和控制冷却新工艺的开发与基本理论的研究,进一步揭示了热变形过程中变形和冷却工艺参数与钢材的组织变化、相变规律以及钢材性能之间的内在关系,充实和形成了钢材热变形条件下的物理冶金工程理论,为制定合理的热轧生产工艺提供了依据。关键词:热轧带钢;中厚板;宽带钢;控扎;控冷一、前言(一)控制轧制的概念近年来控制轧制作为热轧新技术越来越被人所重视。控制轧制技术一般多用在结构钢上:高强度、高韧性和良好的焊接性能。可称为对结构钢要求的三要素。为了使
2、结构钢获得这些良好的性能,最好的方法是使钢的晶粒细化。控制轧制工艺包括把钢坯加热到适宜的温度,在轧制时控制变形量和变形温度以及轧后按工艺要求来冷却钢材。通常将控制轧制工艺分为奥氏体再结晶控制轧制、奥氏体未再结晶区控制轧制和两相区控制轧制三个阶段:1、变形和奥氏体再结晶同时进行阶段,即钢坯加热后粗大化了的晶粒经过在再结晶区域内的反复变形和再结晶而逐步的到细化的阶段;2、低温奥氏体变形阶段,当轧制变形进入未再结晶区域时,变形后的晶粒不再发生再结晶,而呈现加工硬化状态,这种加工硬化了的奥氏体具有促进铁素体相变形核作用使相变后的晶粒细小;3、(+)两相区变形阶段,当轧制温度继续降低到Ar3温度以下时不但晶粒,部分相变后的晶粒也要被轧制变形从而在晶粒内形成亚晶,促使晶粒的进一步细化。(二)控轧控冷的特点控制轧制的优点如下:a) 可以在提高钢材强度的同时提高刚才的韧性。b) 可以充分发挥铌、钒、钛等微量元素的作用。控制轧制的缺点是要求较低的轧制变形温度和一定的道次压下率,因此增大了轧机负荷。此外由于要求较低的终轧温度,大规格的产品需要在轧制道次之间待温,降低生产率。控制轧制的优缺点:a) 节约能耗
3、、降低生产成本。b) 可以降低奥氏体相变温度,细化室温组织。c) 可以降低钢的含碳量。d) 道次间控制冷却可以减少待温时间,提高轧机的小时产量。控轧和控冷的工艺参数控制与普通轧制工艺相比具有:1)控制钢坯的加热温度。根据钢材性能的要求来确定钢坯的加热温度,对于要求强度高而韧性可以稍差的微合金钢加热温度可以高于1200对以韧性为主要指标的钢材则必须控制其加热温度在1150以下。2)控制最后几个轧制道次的轧制温度。一般要求终轧道次的轧制温度接近Ar3温度,有时也将终轧温度控制在两相区内。3)要求在奥氏体未再结晶区域内给予足够的变形量。4)要求控制轧制后的刚才冷却速度、开始快冷温度、快冷终了温度或卷取温度,以便获得必要的显微组织。表1 提高控轧、控冷钢材强韧性的因素因素控 制 途 径 及 其 行 为晶粒细化发生奥氏体的动态再结晶和静态再结晶;在未再结晶区轧制变形,使晶内产生变形带,促使相变细化控制轧制后相变时的冷却速度,防止晶粒张大析出强化铌、钒、钛元素碳氮化物应变诱导析出加工硬化在(+)两相区轧制变形时变形铁素体的恢复和再结晶相变强化针状铁、素体贝氏体的单向强化二相分离型相变控制轧制技术已
4、在生产中取得成效,应用范围不断扩大。除含微量铌、钒、钛的钢外,含锰钢和硅锰钢的控制轧制也取得成效。把控制轧制的原理应用于各种钢材(如不锈钢、轴承钢等)生产中,改进轧制工艺制度,以提高钢材的综合性能,就形成了“广义的”控制轧制的概念。中国蕴藏着丰富的含铌、钒、钛矿物,为应用、发展控制轧制技术提供了良好的资源条件。二、控制轧制的特点:控轧即控制轧制,也就是在调整钢的化学成分的基础上,通过控制加热温度,轧制温度,变形制度等工艺参数,控制奥氏体组织的变化规律和相变产物的组织形态,达到细化组织,提高强度和韧性的目的。 控轧式正火就是控制轧制,控制轧制温度,压下量,冷却速度,以及终轧温度等措施,使钢板的性能达到良好的强韧性配比。为了获得中厚板高强度、高韧性的综合性能,可以采用不同的控制轧制工艺来达到。一般是在奥氏体再结晶区和奥氏体未再结晶区进行轧制。为了进一步提高钢的强度和降低钢的脆性转变温度,可在奥氏体和铁素体(+)两相区进行一定程度的轧制。在板带热轧过程中即可以采用单一类型的控制轧制,也可以采用两种或三种类型相配合的的控制轧制工艺。采用什么类型的控制轧制工艺取决于钢的化学成分、对成品钢板组织性
《毕业设计(论文)热轧板带钢的控制轧制》由会员壹****1分享,可在线阅读,更多相关《毕业设计(论文)热轧板带钢的控制轧制》请在金锄头文库上搜索。
消防的应急预案范文(通用5篇)(最新)
工地现场监理管理办法
广安特种陶瓷技术创新项目申请报告【模板范本】
救灾帐篷项目申请报告可行性研究报告
五年级景色作文300字
东北大学21春《机械设备电气控制含PLC》离线作业一辅导答案38
领导艺术与教练技术的具体表现
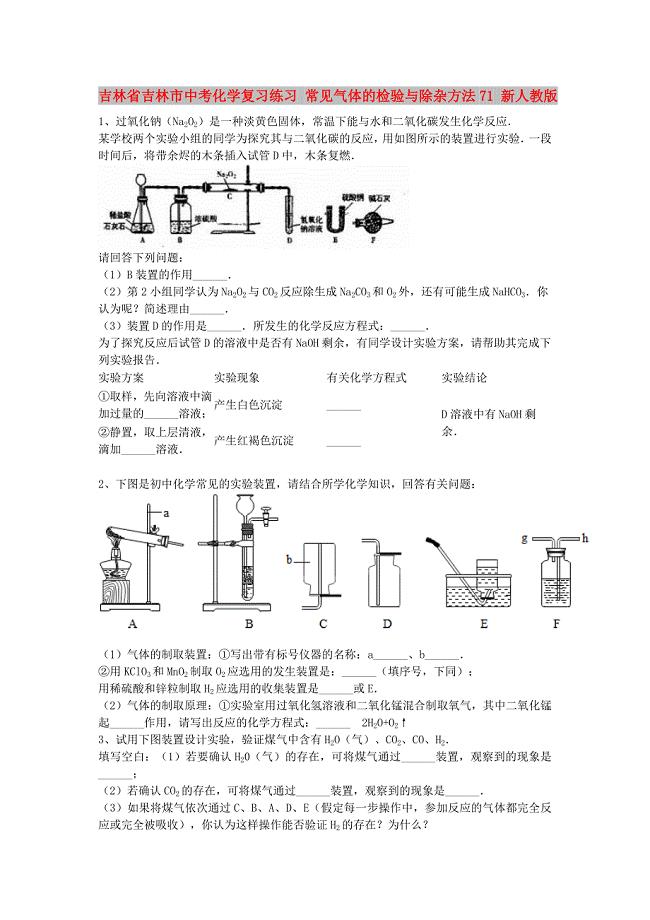
吉林省吉林市中考化学复习练习 常见气体的检验与除杂方法71 新人教版
2022年北京市顺义区投资促进服务中心招考聘用模拟试卷【附答案解析】(第3次)1
2021报社个人工作作风自查报告
2022公务员(国考)-公共基础知识考前拔高名师测验卷50(附答案解析)
区交通局科学发展观学习教育工作总结
楼梯踏步施工技术交底
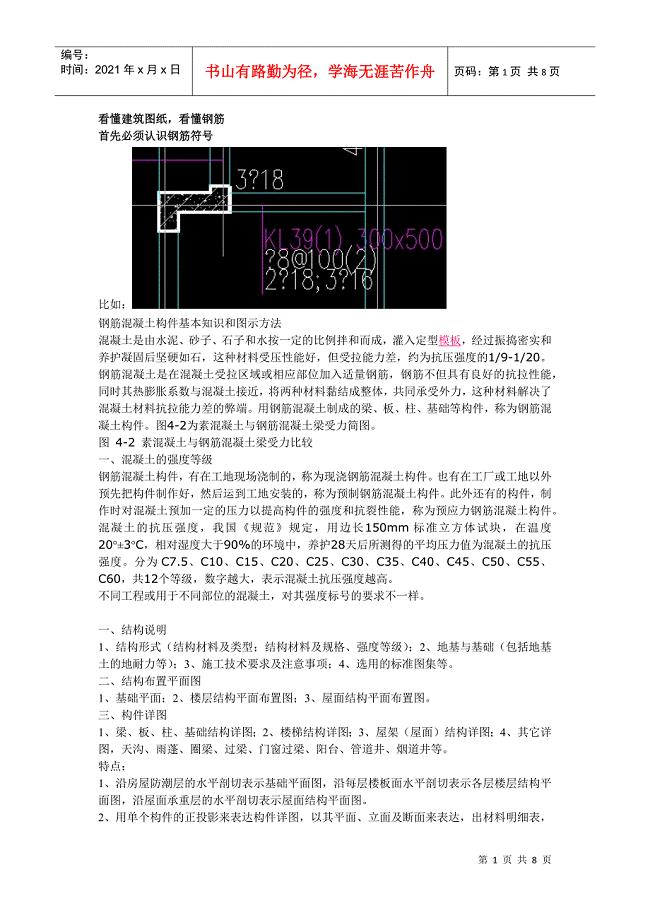
如何看懂建筑钢筋图纸
保密工作落实情况汇报202X年保密工作自查情况汇报
![[精编]小学生自我介绍中英文](https://union.152files.goldhoe.com/2023-11/1/45bc2c98-9f70-4273-a700-537d3438e9b7/pic1.jpg)
[精编]小学生自我介绍中英文
初中八年级数学教学反思
![铁路建设工程监理规范方案[2007]](https://union.152files.goldhoe.com/2023-8/31/e3571603-56a0-4cac-9ea2-c44f8791f649/pic1.jpg)
铁路建设工程监理规范方案[2007]
TheOlympic-Games--知识点复习优秀教案
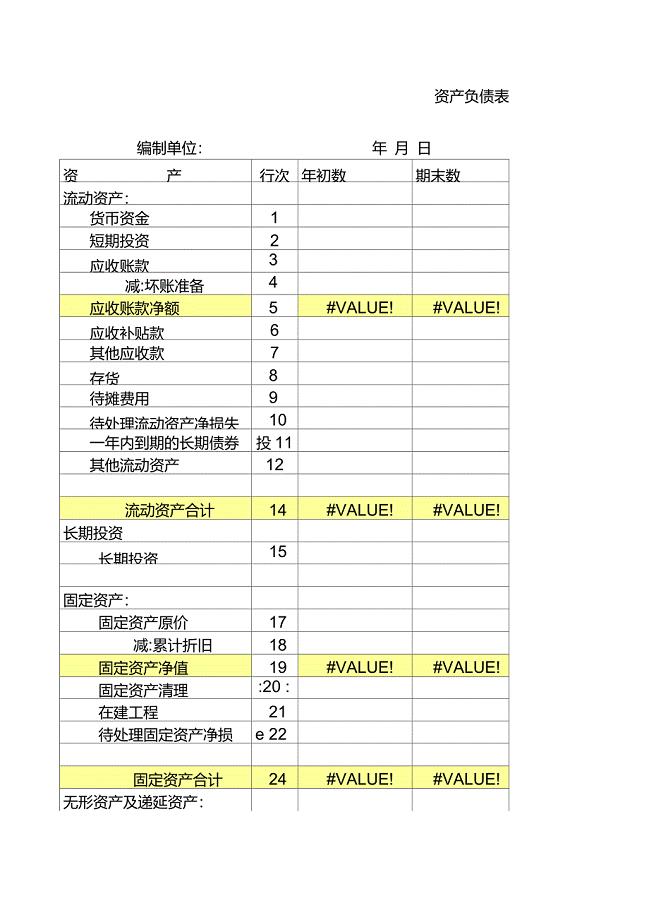
财务会计报表内含各行业36种财务会计报表格式
 七匹狼天地豪情巡回推广会活动实施策划案
七匹狼天地豪情巡回推广会活动实施策划案
2023-10-21 4页
病理工作流程
2024-02-14 5页
消防的应急预案范文(通用5篇)(最新)
2022-08-30 16页
远程监控系统软件的实现毕业设计论文
2023-04-14 33页
原子结构和相对原子质量
2023-09-26 9页
高洁的玉蝉
2022-11-02 6页
洋河酒厂智慧安防方案
2023-02-10 18页
高职历史在职业道德教育的作用
2023-01-27 4页
粮食行业安全生产竞赛试题
2023-08-10 8页
1水文、地质基础资料
2023-07-16 6页