
普车技能实操指导
69页
1、车工技能实训指导第一章、车工文明生产与安全操作技术1.车削在机械制造业中的地位机械制造工业是国民经济的重要组成部分,担负着为国名经济各个部门提 供技术装备的任务,是技术进步的重要基础。科学技术飞速发展,高新技术不 断的涌现的当代,对机械制造工业提出了更高更新的技术要求。少,无切削及技术,特种加工,数控加工等的发展和应用越来越广泛。但在实际生产中,绝 大多数的机械零件仍需要通过切削加工来达到规定的尺寸,形状和位置精度, 以满足产品的性能和使用要求。在车,钳,铳,包打镇,磨,制齿等诸多切削 加工专业中,车工是最基本,应用最广泛的工种,在机械制造业中,车床在金 属切削机床的配置中占50%。2车削的特点与机械制造业中的钻削,铳削,刨削和磨削等加工方法相比较,车削具 有以下特点(1)适用性强,应用广泛,适用于与车削不同材料,不同精度要求的工 件。(2)所用刀具的结构相对简单。制造,刃磨和装夹都比较方便。(3)车削一般是等截面连续进行,因此,切削力变化较小,车削过程相 对平稳,生产率高(4)车削可以加工出尺寸精度和表面质量较高的工件 。3安全文明生产坚持安全文明生产时保障生产工人和机床设备的安全,
2、防止工伤和设备事 故的根本保证,也是搞好企业经营管理的重要内容之一。它直接影响到人身安 #车工技能实训指导全,产品质量和经济效益,影响机床设备和工具,夹具,量具的使用寿命及生 产工人技术水平的正常发挥。在学习和掌握操作技能的同时,必须养成良好的 安全文明生产习惯。安全,文明操作规程是长期生产时间中归纳出的经验和规 律的总结与归纳,必须严格执行。一.安全生产注意事项1,工作时应戴安全帽,防护镜,穿工作服。女工必须把长发或辫子,盘, 塞在工作帽内。2,禁止穿背心,裙子,短裤及戴围巾,穿拖鞋或高跟鞋进入车间。3,严格遵守安全操作规程。4,注意防火和安全用电。二.车削安全操作规程要点1车床使用前应检查其各部分机构是否完好。(1)各传动手柄,变速手柄的原位置是否正确。(2)手摇各进给手柄,检查是否进给正常。(3)进行车床主轴和进给系统的变速检查,使主轴回转并使纵横向进给 由低速到高速运动,检查运动是否正常。(4)主轴回转时,检查油窗是否显示喷油润滑。2工件和车刀必须装夹牢固,以免飞出伤人;卡盘必须装有保险装置; 工件装夹好后,卡盘扳手必须随即从卡盘上取下。3装夹工件,更换刀具,变换速度,测量加工
3、表面时,必须先停车。4不准带手套操作车床或测量工件。5操作车床时,严谨离开岗位,不得做与操作无关的事情。6操作车床时,必须集中精力,注意手,身体和衣服不要靠近回转中的 机件(工件,带轮,带,齿轮,丝杠等),头不能离工件太近。7棒料毛坯从主轴孔尾端伸出不能太长,必须使用料架或挡板,防止甩 弯后伤人8车床运转时,不能用手抚摸工件表面,严禁用面纱擦抹回转中的工件。9高速切削,车削崩削材料和刃磨刀具时,应戴防护镜。10应使用专用铁钩清除切削,不得用手直接清除。11操作中若出现异常现象,应及时停车检查;出现故障,事故应立即切 断电源,及时中报,由专业人员检修,未修复不得使用。三.文明生产要求1爱护刀具,量具,工具,并正确使用;放置稳妥,整齐,合理,存放 在固定的位置,便于操作时取用,用后放回原位。2爱护车床和车间其他设备设施。车床主轴箱盖不得放置任何物品。3工具箱内应分类摆放物品。重物放置在下层,轻物放置上层,精密物 件放置稳妥,不可随意乱放,以免损坏和丢失。4量具应经常保持清洁,用后应擦净,涂油,放入盒内,并及时归还工 具室。所使用的量具必须定期校验,使用前应检查合格证确认在允许 使用期内,以
4、保证其度量精确。5不允许在卡盘及床身导轨上敲击或校直工件,创面上不准放置工件或 工具。6装夹较重的工件时,应用木板保护床面。停止作业时,应用合理物件 支撑。7车刀磨损后,应及时刃磨,不允许用钝刃车刀继续切削,以免增加车 床负荷,损坏车床,影响工件表面的加工质量和生产。8车削铸铁或气割下料的工件,应擦去车床导轨面上的润滑油,铸件上 的型砂,杂质应尽可能去除干净,以免损坏床身导轨 。9使用切削液时床身导轨应涂润滑油。切削液应定期更换。10毛坯,半成品和成品应分开放置。半成品, 成品应堆放整齐,轻拿轻 放,严防碰伤已加工表面。11图样,工艺卡片应放置在便于阅读的位置,并注意保持其整洁和完整。12工作地周围应保持清洁整齐,避免堆放杂物,防止绊倒。13工作结束后应认真擦拭机床,工具,量具,夹具,和其他附件,使各 物归为。车床按规定加注润滑油,将床鞍摇至床尾一端,各手柄放置到空挡位 置。扫清工作地,关闭电源。第二章、车间车床的简单介绍CA6140车床CA6140一 CA6140型车床型号的简介金属切削机场简称为机床,是机械制造中的主要加工设备,其中车床时使 用最普通的一类机床。为了区分不同的机床产
《普车技能实操指导》由会员re****.1分享,可在线阅读,更多相关《普车技能实操指导》请在金锄头文库上搜索。
学生会秘书处工作计划标准范本(2篇).doc
技术服务合同范本实用版(8篇)
调研汇报格式荐读
18计量器具选用方案
2023年北京市门头沟区东辛房街道滑石道社区工作人员考试模拟题及答案

泰安中考作文精选800字
渭源县关于成立计量能力建设公司可行性研究报告(范文参考)
咸阳智能坐骑式割草车项目申请报告
2021年党务工作总结
A6标红旗山大桥评估
2023标准的辞职报告合集六篇
甘露醇项目商业计划书写作模板
最新全国通用版中考地理七年级部分第7章东半球其他地区和国家复习练习(02)
工程安全、质量、环境保护奖惩实施细则
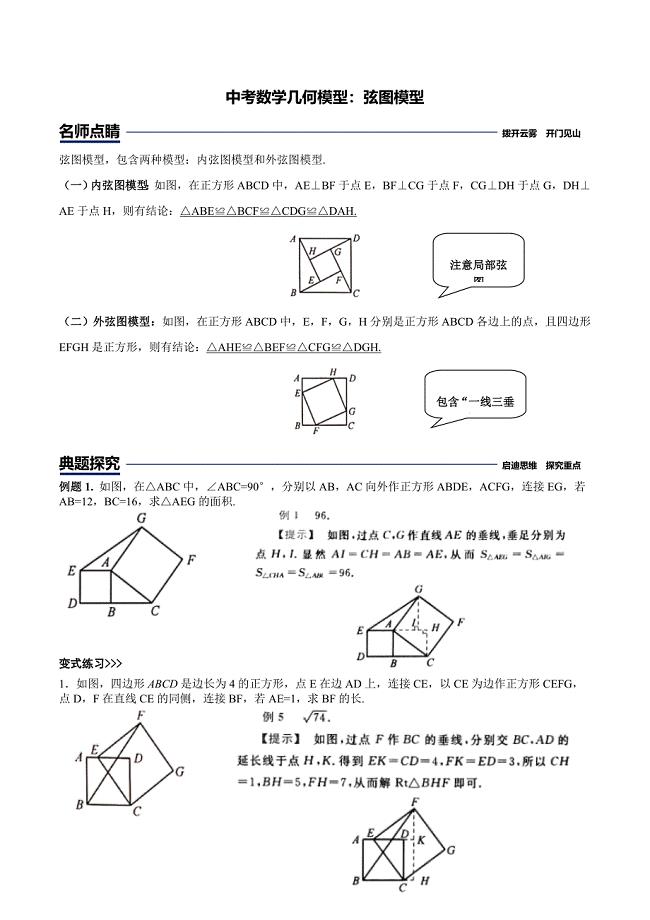
初中几何模型弦图模型
中药学专业知识二试题26含答案
贡山县新能源电池项目可研报告模板范本
银行储蓄前台工作年度总结(2篇).doc
学生会学研部第二学期工作总结
井研何氏“三贤”与李氏“四进士”
 我班趣味故事多
我班趣味故事多
2024-02-14 2页
2014学习心得
2022-11-01 13页
融合学科特性以激发学生学习英语兴趣孙万书
2022-09-26 2页
2017-2018学年八年级生物下册 8.1.2 免疫与计划免疫练习 (新版)新人教版
2023-11-19 6页
如何培养学生的主体地位
2023-06-19 3页
七年级数学上册第2章有理数2.6有理数的加法2.6.1有理数的加法法则练习新版华东师大版
2023-08-07 3页
大连市2014年初中毕业升学学业考试说明
2023-12-23 46页
九年级英语下学期辅导试题(14) 牛津版
2023-08-01 4页
班主任体育教师管理及集会统计表201208
2022-12-19 1页
九年级历史上册 第1课 人类的形成学案 新人教版
2022-10-27 2页