
钢结构质量验收规范
22页
1、4原材料及成品进场4.1.1 本章适用于进入钢结构各分项工程实施现场的主要材料、零(部)件、成品件、标准件等产品的进场验收。4.2 钢材主控项目4.2.1 钢材、钢铸件的品种、规格、性能等应符合现行国家产品标准和设计要求。进口钢材产品的质量应符合设计和合同规定标准的要求。4.2.2 对属于下列情况之一的钢材,应进行抽样复验,其复验结果应符合现行国家产品标准和设计要求。1、 国外进口钢材2、 钢材混批3、 板厚等于或大于40mm,且设计有Z向性能要求的厚板;4、 建筑结构安全等级为一级,大跨度钢结构中主要受力构件所采用的钢材;5、 设计有复验要求的钢材;6、 对质量有疑义的钢材。一般项目4.2.3 钢板厚度及允许偏差应符合其产品标准的要求。检验方法:用游标卡尺量测。4.2.4 型钢的规格尺寸及允许偏差应符合其产品标准的要求检验方法:用钢尺和游标卡尺量测。4.2.5 钢材的表面外观质量除应符合国家现行有关标准的规定外,尚应符合下列规定:1、 当钢材的表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于该钢材厚度负允许偏差值的1/2;2、 钢材表面的锈蚀等级应符合现行国家标准涂装前钢材表面锈蚀等级
2、和除锈等级GB8923规定的C级及C级以上;3、 钢材端边或断口处不应有分层、夹渣等缺陷。检查数量:全数检查。检验方法:观察检查。4.3 焊接材料主控项目4.3.1 焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。检验方法:检查焊接材料的质量合格证明文件、中文标志及检验报告等。一般项目4.3.3 焊钉及焊接瓷环的规格、尺寸及偏差应符合现行国家标准圆柱头焊钉GB 10433中的规定。检查数量:按量抽查1%,且不应少于10套。检验方法:用钢尺和游标卡尺量测。4.3.4 焊条外观不应有药皮脱落、焊芯生锈等缺陷;焊剂不应受潮结块。检查数量:按量抽查1%,且不应少于10包。检查方法:观察检查。4.4 连接用紧固标准件主控项目4.4.1 钢结构连接用高强度大六角头螺栓连接副、扭剪型高强度螺栓连接副、钢网架用高强度螺栓、普通螺栓、铆钉、自攻钉、拉铆钉、射钉、锚栓(机械型和化学试剂型)、地脚锚栓等紧固标准件及螺母、垫圈等标准配件,其品种、规格、性能等应符合现行国家产品标准和设计要求。高强度大六角头螺栓连接副和扭剪型高强度螺栓连接副出厂时应分别随箱带有扭矩系数和紧固轴力(预拉力)的检验报告
3、。一般项目4.4.4 高强度螺栓连接副,应按包装箱配套供货,包装箱上应标明批号、规格、数量及生产日期。螺栓、螺母、垫圈外观表面应涂油保护,不应出现生锈和粘染赃物,螺纹不应损伤。检查数量:按包装箱数抽查5%,且不应少于3箱。检验方法:观察检查。4.4.5 对建筑结构安全等级为一级,跨度40m及以上的螺栓球节点钢网架结构,其连接高强度螺栓应进行表面硬度试验,对8.8级的高强度螺栓其硬度应为HRC2129;10.9级高强度螺栓其硬度应为HRC3236,且不得有裂纹或损伤。检查数量:按规格抽查8只。检验方法:硬度计、10倍放大镜或磁粉探伤。 4.5 焊接球主控项目4.5.1 焊接球及制造焊接球所采用的原材料,其品种、规格、性能等应符合现行国家产品标准和设计要求。4.5.2 焊接球焊缝应进行无损检验,其质量应符合设计要求,当设计无要求时应符合本规范中规定的二级质量标准。一般项目4.5.3 焊接球直径、圆度、壁厚减薄量等尺寸及允许偏差应符合本规范的规定。4.5.4 焊接球表面应无明显波纹及局部凹凸不平不大于1.5mm。检查数量:每一规格按数量抽查5%,且不应少于3个。检验方法:用弧形套模、卡尺和观
4、察检查。4.8 金属压型板主控项目4.8.1 金属压型板及制造金属压型板所采用的原材料,其品种、规格、性能等应符合现行国家产品标准及设计要求。检查数量:全数检查。检验方法:检查产品的质量合格证明文件、中文标志及检验报告等。4.8.2 压型金属泛水板、包角板和零配件的品种、规格以及防水密封材料的性能等应符合现行国家产品标准及设计要求。检查数量:全数检查。检验方法:检查产品的质量合格证明文件、中文标志及检验报告等。一般项目4.8.3 压型金属板的规格尺寸及允许偏差、表面质量、涂层质量等应符合设计要求和GB50205-2001。检查数量:每种规格按数量抽查5%,且不应少于3件。检验方法:观察和用10倍放大镜检查及尺量。4.9 涂装材料主控项目4.9.1 钢结构防腐涂料、稀释剂和固化剂等材料的品种、规格、性能等应符合现行国家产品标准和设计要求。检查数量:全数检查。检验方法:检查产品的质量合格证明文件、中文标志及检验报告等。4.9.2 钢结构防火涂料的品种和技术性能应符合设计要求,并应经过具有资质的检测机构检测符合国家现行有关标准的规定检查数量:全数检查。检验方法:检查产品的质量合格证明文件、中
《钢结构质量验收规范》由会员cl****1分享,可在线阅读,更多相关《钢结构质量验收规范》请在金锄头文库上搜索。
水泥稳定碎石基层施工方案
大学生暑假社会实践活动总结参考版(二篇).doc
单位财务管理自查汇报
设施红提葡萄常见病害防治技术
2022年五年级语文上册 慈母情深练习 人教新课标版
巧克力培养基配制标准操作规程
2021年出纳个人总结与规划一
道路结构层沥青混凝土面层的施工
音乐特长班教学计划
元旦手抄报版面设计图小学生
试谈房地产市场营销策略及其组合
生活部部长工作计划
(word版)2022年会计辞职报告模板集锦9篇
东北财经大学22春《国际私法》综合作业二答案参考98
图书馆人力资源优化实践思考
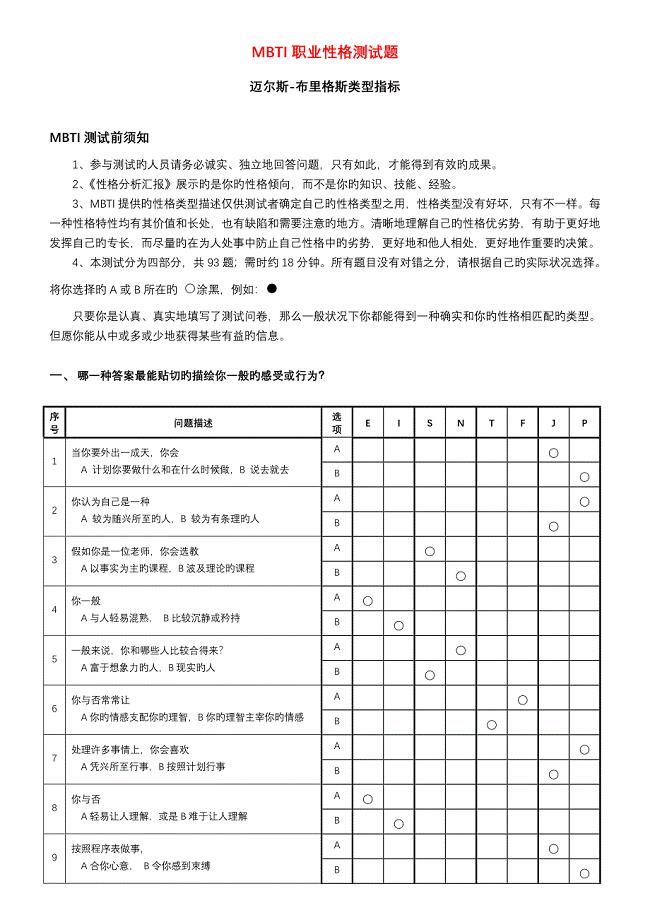
MBTI职业性格测试题目与答案
建筑工程的施工质量验收统一实用标准强制性条文汇总情况
谈谈高职大学生如何培养创新设计能力
2023企业业务部年终总结(2篇).doc
交通安全主题团日活动策划书
 调研汇报格式荐读
调研汇报格式荐读
2024-01-06 4页
怎么和不认识的妹子聊天
2023-09-03 3页
简短的个性人生格言88条
2023-10-25 9页
学院《楷模3》学习情况总结
2022-09-06 3页
一年级体育教学工作总结
2024-01-14 6页
小班角色游戏与主题内容相整合的实践研究
2023-09-11 4页
生活部部长工作计划
2023-07-17 9页
暑期实践实习报告范文集合5篇
2024-02-24 27页
临江小学落实《中小学教育惩戒规则》工作总结
2022-08-22 2页
采购的会议纪要范文
2023-08-27 6页