
轧钢加热炉
4页
1、轧钢车间加热炉设计design of reheating furnace for rolling millzhagong ehejian Jiarelu sheji 轧钢车 l ed 加热炉设计(design of reheating furnaee for rolling mill)对型钢、中厚板、热轧带钢及线材等轧钢厂坯料加热炉 的设计。设计内容包括炉型选择、确定装出料方式与炉子设施的平面布置、炉子加 热能力与座数选择、炉温制度与炉型结构选择、炉子供热负荷计算及其分配比例 炉子尺寸设计以及炉子的检测与自动化操作。炉型选择轧钢车间加热炉主要有推钢 式加热炉和步进式加热炉两大类型。一般在设计前期根据原料和燃料、生产规模与 产品大纲、车间布置、加热与轧制工艺要求以及整个轧制线的装备水平等原始条件 综合考虑选择。步进式加热炉始建于20世纪60年代中期,与传统的推钢式加热沪 相比,具有加热质量好、热工控制与操作灵活、劳动环境好等优点,特别是炉长不 受推钢长度的限制,可以提高炉子的容量和产量,更适应当代轧机向大型化、高速 化与现代化发展的需要。步进式加热炉在配合连铸坯热装时有明显的优越性,一般
2、 采用炉底分段传动方式,即在连铸开始浇铸时停止向炉内装料,而炉子仍按轧制节 奏连续出钢,炉子装料侧一段炉底空出,当热连铸坯送到后即迅速装入炉内,尽量减 少热坯的散热损失,同时集中加热热连铸坯可以有效地提高炉子产量和降低燃料消 耗。推钢式加热炉和步进式加热炉的主要技术经济指标,如单位炉底面积产量和热 耗,基本相同或相近,但步进式加热炉的最高 小时产量则可大大超过推钢式加热炉, 热耗也较低。步进式加热炉的钢坯在炉时间短,其钢坯氧化烧损率、脱碳率及废品 率低于推钢式加热炉。步进梁式加热炉的 冷却水消耗量比推钢式加热炉约多一倍, 因此水系统投资要高一些,对操作及维护水平的要求也较高。现在新建的具有经济 规模的各类轧钢厂基本上都 选用了步进式加热炉;一些老厂如美国底特律钢厂热 轧 车间、法国索拉克和恩西俄厂的热轧车间、日本和歌间炉子座数多于两座时很难布置。 山热连轧厂与鹿岛厚板厂以及加拿大汉密尔顿的多发炉内装料可以单排或双排(包括 单排装长料和双斯科厂等,在改建或扩建中都选用了步进式加热炉替排装短料),这 要根据坯料长度范围、单炉产量、车间 代原有的推钢式加热炉。中国在70年代设计 和建设步占地
3、以及投资经济合理与节能等昭确定。进式加热护,但当前轧钢加热 炉,特别是中小型轧钢厂炉子设施的平面布置炉子两侧净空尺寸及各种推钢式加热 炉仍较多,这与中国的原燃料条件等多种平台、梯子的设置,要满足生产操作与检修 的要求并符因素有关,加热短小钢锭不能采用步进式加热炉。合有关的安全规定, 要考虑“回炉坯”运送设施的位置。 设计加热炉时还要决定炉子的热工制度、结构 型煤气、重油、蒸汽、空气及冷却水系统的设计与布式、主要技术经济指标、燃烧 装置的型式与数量、排烟置,要考虑生产控制功能完备,检修方便,符合安全规和 余热利用方式、的方式等。定,不妨碍交通和吊车操作及设备检修等多种因素。装 出料方式与炉子设施的平面布置按照工艺要地下烟道要尽量缩短,换热器前后一般不 设旁通 求确定加热炉的装出料方式及炉子在车间的位置。炉烟道,尽可能不采用多 座炉子合用一座烟囱。换热器的子的平面布置设计,包括撼烧系统管道设施、排烟 系统位置要考虑更换吊装方便及清扫位置,热风放散管应 及热回收设施、冷却水与 汽化冷却系统、排渣设施以及引出厂房,避免在车间内产生热污染与噪音。炉子区 域操作检修平台等的平面布置。炉子仪表室及炉
4、子加热能力与座数选择炉子加热能力 包括单计算机房的位置、尺寸及炉子设施占用的轧钢跨、原料炉小时产量和车间炉 子总加热能力。跨等按设计要求确定。单座炉子小时产量的计算理论计算法是根据 所 装出料方式装料方式有端装和侧装两种,出料选定的炉型、炉温制度及钢料受热 条件,用钢材加热理方式也有端出和侧出之分。(1)端装料。其结构一般用论公式计 算钢料所需的加热时间。炉内装料量除以加炉后辊道上料,中小型加热炉也有用固 定台架、活动台热时间等于炉子小时产量,加热时间乘以所要求的沪架上料的。(2) 侧装料。分辊道装料和推入机装料。辊子小时产量即为炉内所需的装料量,根据装料 量即可 道装料用于步进式炉,由安装在炉内后端的悬臂辊道求出炉子有效长度。由 于炉子加热的坯料规格、钢种较 将坯料送入炉内,由炉后推钢杆将其推到固定梁上, 也多,可按工艺要求选定代表规格进行计算。加热方坯的 有直接由步进梁托到固定 梁上的;推入机装料借炉外步进式炉,炉内坯料之间留有间隙,能改善受热条件, 辊 道将坯料送至炉侧装料门前再用侧推入机推到炉内缩短加热时间,但炉内装料量亦随 之减少。理论分析表 的固定炉床上,由炉后推钢机向前推
《轧钢加热炉》由会员桔****分享,可在线阅读,更多相关《轧钢加热炉》请在金锄头文库上搜索。

饮品店计划书DOC13页

XXXX年产品价格明细表
(通用版)2021高考化学二轮复习专题五化学反应与能量教案
防眩光玻璃的制备及性能表征
2023年创新企业文化成就企业未来
如何让学生完整流畅的唱好一首歌
“万名市民文明行携手共建文明城”专题活动倡议书
2021年采购员工作计划_2
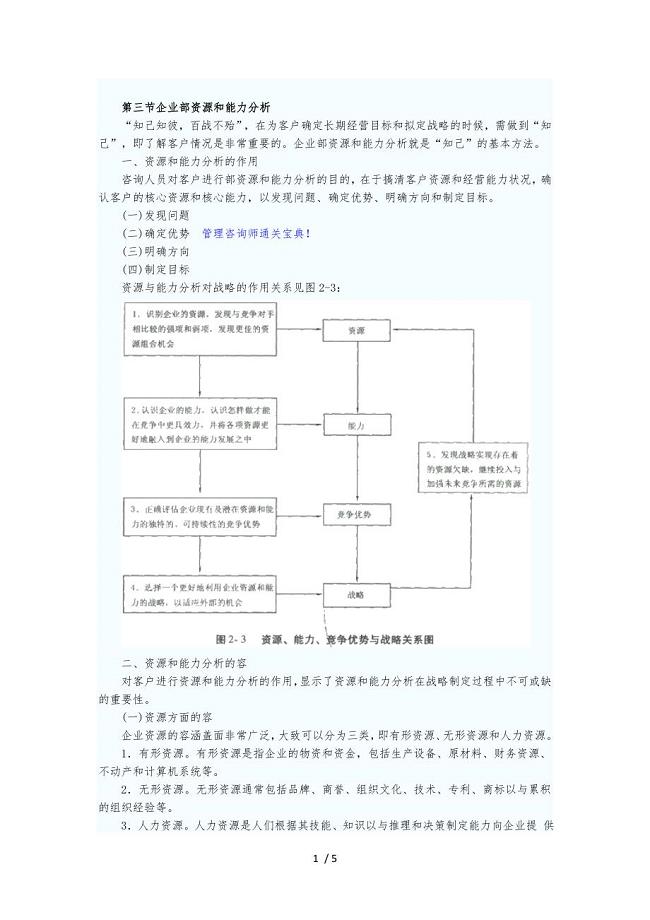
企业内部资源和能力分析
豆浆机单片机课程设计
无损检测技术在聚乙烯(PE)管道系统检验中的应用
商场导购社会实践报告-范例
某高速公路监理组织及监理人员的岗位职责
浅谈余华小说活着的电影改编
建筑工程房屋沉降观测报价书
光的传播说课稿
房屋出租合同简易版
xx养老医养结合服务融合发展项目评估报告_范文
花生包装机项目资金申请报告模板
课程评价标准
 钢铁的锈蚀和防腐
钢铁的锈蚀和防腐
2023-07-30 5页
超高分子量聚乙烯调研报告
2023-12-01 7页
上 海 中 医 药 大 学
2023-04-09 1页
随机控制理论
2023-12-18 3页
超声的基本概念
2023-11-04 10页
菌酶协同发酵豆粕工艺的优化
2023-03-02 13页
软件测试文档
2023-11-07 18页
一个优秀检验人员具备的素质
2023-03-12 8页
SSL协议的工作原理
2023-08-12 6页
阜阳市《光的干涉 衍射》测试题
2023-09-09 22页