
CA6140车床后托架设计毕业论文
20页
1、烟台大学毕业论文(设计)目录 序言 1 第一章 工艺 1一. 零件的分析 1二. 工艺规程设计 2第二章 夹具设计 10一. 问题提出 10 二. 夹具的设计 10 第三章.制图软件的介绍15 设计小结 32 致谢 33 参考文献 34 序言机械制造工艺学课程设计是在我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的。这是我们在进行毕业设计之前对所学课程的一次较深入的综合性的总复习,也是一次理论联系实际的训练,因此,它是我们3年的大学成绩考核的一个很好的方式,在三年的大学生活中占有重要的地位。就我个人而言,我希望能够通过这次毕业设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后参加祖国的“四化”建设打下一个良好的基础。由于能力所限,设计尚有许多不走之处,恳请各位老师给于指教。第一章 工 艺一、 零件的分析(一) 零件的作用CA6140车床后托架在卧式机床上,当采用双向引导刀具时,且有较高的精度要求时.刀具和主轴之间采用浮动卡头连接,在动力头退回原位,刀具又已退离夹具刀套的情况下,必须采用托架来支撑刀杆,以防止刀杆产生下垂,保证在下一
2、次工作循环中,刀具能顺利得重新进入刀套,托架的结构形式同活动钻模版相似,但其作用仅在于支撑刀杆而不作为刀具的导向,托架不起直接保证加工精度的作用,但他却直接保证机床能顺利正常的工作。(二) 零件的工艺分析CA6140车床托架可分为四个加工工序,他们之间有一定的位置要求。1. 托架底座 粗糙度1.6um,平面度003。2. 三杆孔 一个直径40的孔及其宽度为3的圆孔。 一个直径30的孔。 一个直径25.5的孔及其孔端面。3. R 8的两吊耳:一个M6的螺纹孔和直径6的孔4. 托架的2-10锥孔低孔,2-13孔及其2-20的沉头孔个加工部位存在着位置要求。(三)设计托架时的注意事项托架应有足够的支撑刚性,尤其在托架的轮廓尺寸的大,承托的刀具数量多,重量大的情况下,更应该注意采用必要的措施来加强托架的支撑刚性,如可增加刀杆的直径,或其数量,采用刀杆与主轴向的连接而不与前盖连接,并适当增加其连接长度,用拉杆是刀杆与主轴箱相连,在托架下部设置支撑钉或滚轮等措施,并注意,只有中小型托架采用空心导向。二 、 工艺规程设计(一) 确定毛坯的制造形式零件材料为灰铸铁,硬度HT200,考虑到机床在工作过程
3、当不经常加速,承受交变载荷以及冲击载荷较小,因此应该选用金属模机械砂型铸造,又因为是批量生产,而且零件的尺寸不大结构对称,故可以用铸造,既保证工作的可靠性又提高了劳动生产率。(二) 基面的选择 基面选择是工艺规程设计中的重要工作之一。基面选择的正确与合理,可以使加工质量得到保证,生产率得到提高。否则,加工工艺过程中会问题百出,更有甚者,还会造成零件大批报废,使生产无法正常进行(1)粗基面的选择。 按照有关粗基准的选择原则,当零件有不加工表面时,应以这些不加工表面作粗基准,当零件有若干个不加工表面时,则应该以与加工表面要求相对位置度较高的不加工表面为粗基准, 对于一般的轴类零件以外圆作为粗基准是完全合理的,现在选取40mm的外圆作表面和底面为加工右平面的粗基准,利用一组共两个V形块支撑外圆轮廓作为定位面,消除X和Y方向以及绕他们旋转的四个自由度,然后再利用支撑板支撑40mm的底面,用以消除Z方向以及绕他旋转的两个自由度,最终达到完全定位。(2)精基准的选择。主要考虑设计基准与工序基准的重合问题,当设计基准与工序基准不重合时,应该进行尺寸换算。(三) 制定工艺路线线制定工艺路线的出发点,应
《CA6140车床后托架设计毕业论文》由会员re****.1分享,可在线阅读,更多相关《CA6140车床后托架设计毕业论文》请在金锄头文库上搜索。
房屋租赁合同2019年常用版
木雕工艺品购销合同范文(2篇).doc
中学生诚信考试演讲稿5篇
2022年教学副校长个人年终总结
初中班主任年度考核个人总结(3篇).doc
青海铝合金精密压铸件项目实施方案模板参考
邻接矩阵及拉普拉斯矩阵
2022年捐书倡议书
人类的偏见和误判心理
民事诉讼委托代理合同(三篇).doc
从双十一电商节探视中职物流人才的培养
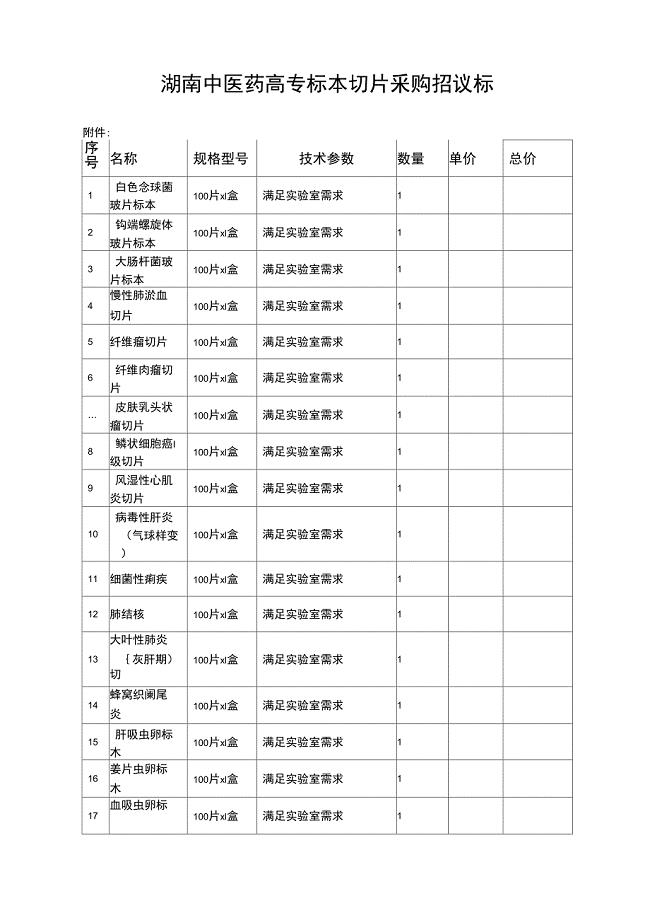
湖南中医药高专标本切片采购招议标
内燃发电机安全技术操作规程
大学生给老师的感谢信范文
过氧化氢含量的测定实验报告
施工项目经理个人年度工作总结(二篇).doc
![[精品]山东省济南市中考历史总复习专题三近代西方列强的侵略和中华民族的抗争练习](https://union.152files.goldhoe.com/2023-6/3/1e86419e-d1be-4279-8e69-befc1229ccbb/pic1.jpg)
[精品]山东省济南市中考历史总复习专题三近代西方列强的侵略和中华民族的抗争练习
商业房地产广告语
2023年视觉艺术学院工作计划
幼儿园第一学期小班剪纸计划(二篇).doc
 小微工业企业发展状况调研报告
小微工业企业发展状况调研报告
2023-08-15 5页
高中毕业典礼方案
2023-07-30 12页
2010合作承包经营建筑分公司合同协议书
2023-12-10 5页
交通安全学习宣传资料.doc
2022-09-08 57页
临床医技科室管理台账规范表单
2024-01-28 29页
学院两提一创专题研讨会发言稿
2024-02-28 2页
恶劣天气行车安全指引
2024-03-07 4页
输液反应应急预案演练记录.doc
2023-09-12 18页
县发改局副局长三年思想工作总结
2023-09-27 6页
一所新学校工作总结(共8篇)
2022-08-20 52页