
犁刀变速齿轮箱体工艺编制说明书完整版.doc
22页
1、中北大学信息商务学院课程设计说明书目 录一、计算生产纲领,确定生产类型2二、零件的分析2 1零件的结构分析2 2零件的技术要求分析3三、确定毛坯、画毛坯零件综台图3 1铸件尺寸公差4 2铸件机械加工余量4 3零件毛坯综合图4四、 工艺规程设计5 1定位基准的选择5 2制定工艺路线6 3选择加工设备及工艺装备8 4加工工序设计9五、 工艺规程设计5 5.1 夹具总体方案拟定5 5.2 确定夹紧力及螺杆直径6 5.3 定位精度分析8六、参考文献19一、计算生产纲领,确定生产类型 如零件图所示为犁刀变速齿轮箱体,该产品年产量为10000台,现制定该零件的机械加工工艺规程。 技术要求 (1)铸件应消除内应力。 (2)未注明铸造圆角为及R2R3。 (3)铸件表面不得有粘砂、多肉、裂纹等缺陷。 (4)允许有非聚集的孔眼存在,其直径不大于5mm,深度不大于3mm,相距不小于30mm,整个铸件上孔眼数不多于10个。 (5)未注明倒角为。 (6)所有螺孔锪锥孔至螺纹外径。 (7)去毛刺,锐边倒钝。 (8)同一加工平面上允许有直径不大于3mm,深度不大于15mm,总数不超过5个孔眼,两孔之间距不小于10m
2、m,孔眼边距不小于3mm。 (9)涂漆按NJ22631执行。(10)材料HT200。犁刀变速齿轮箱体年产量为10000件年,现通过计算,该零件质量约为7kg。根据教材表15生产类型与生产纲领的关系,可确定其生产类型为大批量生产。二、.零件的分析2.1零件的结构分析 犁刀变速齿轮箱体是旋耕机的一个主要零件。旋耕机通过该零件的安装平面(零件图上的N面)与手扶拖拉机变速箱的后部相连,用两圆柱销定位,四个螺栓固定,实现旋耕机的正确连接。N面上的mm孔即为螺栓连接孔,F9孔即为定位销孔。 如图1所示,犁刀变速齿轮箱体2内有一个空套在犁刀传动轴上的犁刀传动齿轮5,它与变速箱的一倒挡齿轮常啮合(图中末画出)。 犁刀传动轴8的左端花键上套有啮合套4,通过拨叉可以轴向移动,啮合套4和犁刀传动齿轮5相对的一面都有牙嵌,牙嵌结合时,动力传给犁刀传动轴8。其操作过程通过安装在SH9孔中的操纵杆3,操纵拨叉而得以实现。图1 犁刀变速齿轮箱传动示意图1左臂壳体 2犁刀变速齿轮箱体 3操纵杆4啮合套 5犁刀传动齿轮6轴承 7右臂壳体 8犁刀传动轴 9链轮2.2零件的技术要求分析由零件图知,其材料为HT200。该材料
3、具有较高的强度、耐磨性、耐热性及减振性,适用于承受较大应力、要求耐磨的零件。该零件上的主要加工面为N面、R面、Q面和2H7孔。 N面的平面度005mm直接影响旋耕机与拖拉机变速箱的接触精度及密封。2H7孔的同铀度004mm,与N面的平行度007mm,与R面及Q面的垂直度01mm以及R面相对Q面的平行度0055mm,直接影响犁刀传动轴对N面的平行度及犁刀传动齿轮的啮合精度、左臂壳体及右臂壳体孔轴线的同轴度等。因此,在加工它们时,最好能在一次装夹下将两面或两孔同时加工出来。2l0F9孔的两孔距尺寸精度(140005)mm以及(140005)mm对R面的平行度006mm,影响旋耕机与变速箱连接时的正确定位,从而影响犁刀传动齿轮与变速箱倒挡齿轮的啮合精度。三、确定毛坯、画毛坯零件综台图根据零件材料HT200确定毛坯为铸件,又已知零件生产纲领为10000件年,该零件质量约为7kg,可知,其生产类型为大批量生产。毛坯的铸造方法选用砂型机器造型。又由于箱体零件的内腔及280mm的孔需铸出。故还应安放型芯。此外,为消除残余应力,铸造后应安排人工时效。3.1铸件尺寸公差 铸件尺寸公差分为16级,由于是大
4、量生产,毛坯制造方法采用砂型机器造型,由工艺人员手册查得,铸件尺寸公差等级为CTl0级,选取铸件错箱值为10mm。3.2铸件机械加工余量 对成批和大量生产的铸件加工余量由工艺人员手册查得,选取MA为G级,各表面的总余量见表1。由工艺人员手册可得铸件主要尺寸公差见表2。铸件的分型面选择通过C基准孔轴线,且与R面(或Q面)平行的面。浇冒口位置分别位于C基准孔凸台的两侧。表1 各加工表面的加工余量加工表面基本尺寸(mm)加工余量等级加工余量数值(mm)说明R面168G(),取4.0底面,双侧加工,取下行数据Q面168H(),取5.0顶面降1级,双侧加工N面168G(),取5.0侧面,单侧加工,去上行数据凸台面106G(),取4.0侧面单侧加工2-80mm孔80H(),取3.0孔降1级,双侧加工表3-2 主要毛坯尺寸及公差主要面尺寸零件尺寸总余量(公差加余量)毛坯尺寸公差CTN面轮廓尺寸168 mm168mm4 mmN面轮廓尺寸168 mm4.0+5.0 mm177mm4 mmN面距80孔中心尺寸46 mm5.0 mm51mm2.8 mm凸台面距80孔中心尺寸100+6 mm4.0 mm110
《犁刀变速齿轮箱体工艺编制说明书完整版.doc》由会员人***分享,可在线阅读,更多相关《犁刀变速齿轮箱体工艺编制说明书完整版.doc》请在金锄头文库上搜索。
初级中学课题研究工作材料
机械结构及原理学习心得体会
公司估值方法整理
微生物是指那些个体体积直径一般小于1mm的生物群体
管桥施工方案
二年级上册语文同步教案21动物过冬4_语文S版
zhchshr教案(1)
设备租赁合同参考范文(5篇).doc

护理学的发展史
商品房购销协议律师版(八篇)
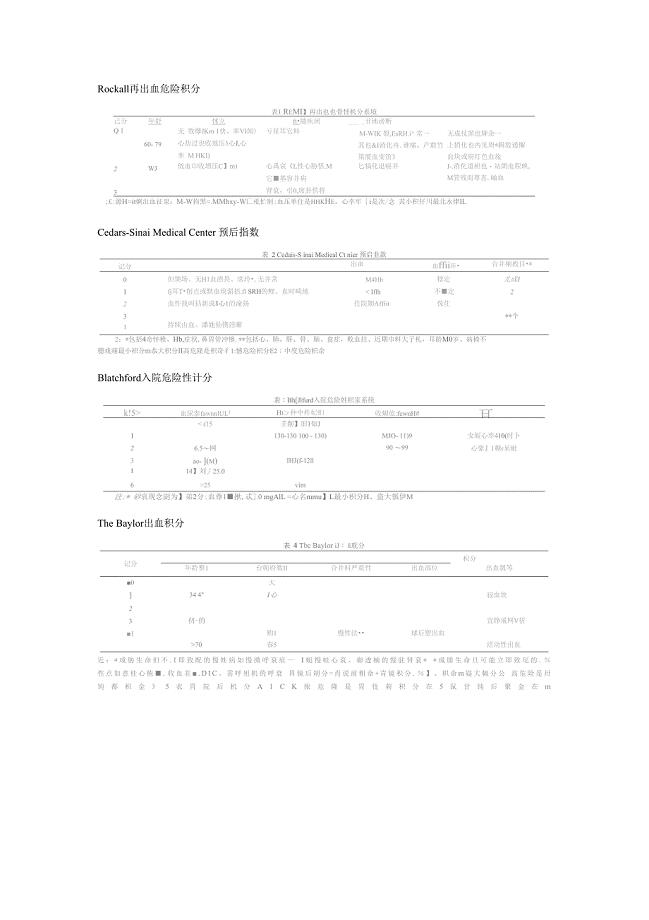
消化道出血评分系统
为自己留一道缝隙 阅读训练及答案
最新新版浙美版小学六年级上册美术教案
XX年物流仓储实训报告
公司员工年度工作计划标准(2篇).doc
毕业设计汽车电控技术的发展与应用
表见代理的表现形式及风险
如何培养孩子的独立性
干部教育培训工作情况总结
防溺水安全工作方案范本(四篇).doc
 幼小衔接拼音教学计划改
幼小衔接拼音教学计划改
2023-12-30 6页
间歇式立式袋装机设计说明书ZHL
2023-06-13 11页
社会实践工作记录
2023-11-27 4页
系统架构设计基础知识
2023-10-10 5页
苹果系统建立宽带连接的方法
2024-02-21 2页
新北师大版小学数学一年级上册第1单元【比较】试卷
2022-12-11 5页
汽车体检分10个步骤
2023-08-03 6页
最新中华人民共和国保险法全文
2023-04-11 15页
应电1321C语言课程设计任务书
2023-06-17 5页
电机和电力拖动课后习题的答案
2023-02-11 21页