
钢结构焊接工艺评定报告汇编
52页
1、钢结构焊接工艺评定报告汇编键入文档副标题选取日期Microsoft钢结构焊接工艺评定报告汇编XXX建设公司 XXX年XX月XX日 - 50 -目录焊接工艺评定一览表2HP1焊接工艺评定报告3HP1焊接工艺评定指导书6HP1焊接工艺评定指导书7HP1焊缝射线检测报告8HP1焊缝接头机械性能试验报告9HP1材料检验报告10HP2焊接工艺评定报告11HP2焊接工艺评定指导书14HP2焊接工艺评定指导书15HP2焊缝射线检测报告16HP2焊缝接头机械性能试验报告17HP2材料检验报告18HP3焊接工艺评定报告19HP3焊接工艺评定指导书21HP3焊接工艺评定指导书22HP3宏观金相试验报告23HP4焊接工艺评定报告24HP4焊接工艺评定指导书26HP4焊接工艺评定指导书27HP4宏观金相试验报告28HP5焊接工艺评定报告29HP5焊接工艺评定指导书32HP5焊接工艺评定指导书33HP5焊缝接头机械性能试验报告34HP6焊接工艺评定报告35HP6焊接工艺评定指导书38HP6焊缝射线检测报告40HP6焊缝接头机械性能试验报告41HP6材料检验报告42HP7焊接工艺评定报告43HP7焊接工艺评定指导
2、书45HP7焊接工艺评定指导书46HP7焊缝射线检测报告48HP7材料检验报告49HP7焊缝接头机械性能试验报告50焊接工艺评定一览表序号试件编号焊接方法焊缝形式母材牌号焊材牌号1HP2010-01SMAW板对接Q235BJ4222HP2010-02SMAW板对接Q345BJ5073HP2010-03SMAW管板角接Q235B/20#J4224HP2010-04SMAW管板角接Q345B/20#J5075HP2010-05GTAW管管对接20#/20#H08Mn26HP2010-06SMAW/SAW板对接Q235BJ422/H08A7HP2010-07SMAW/SAW板对接Q345BJ507/H10Mn2HP1焊接工艺评定报告单位名称:XXX建设公司 焊接工艺评定报告编号: HP2010-1 焊接工艺指导书编号:NO.2010-1 焊接方法:SMAW 机械化程度:(手工、半自动、自动) 焊缝宽度坡口两侧各加2mm,余高:02 mm。母材:材料标准:GB/T3274 钢号: Q235B 类、组别号:-1与类组别号-1相焊厚度: 12mm 直径: / 其他: / 焊后热处理:热处理厚度:(
《钢结构焊接工艺评定报告汇编》由会员m****c分享,可在线阅读,更多相关《钢结构焊接工艺评定报告汇编》请在金锄头文库上搜索。
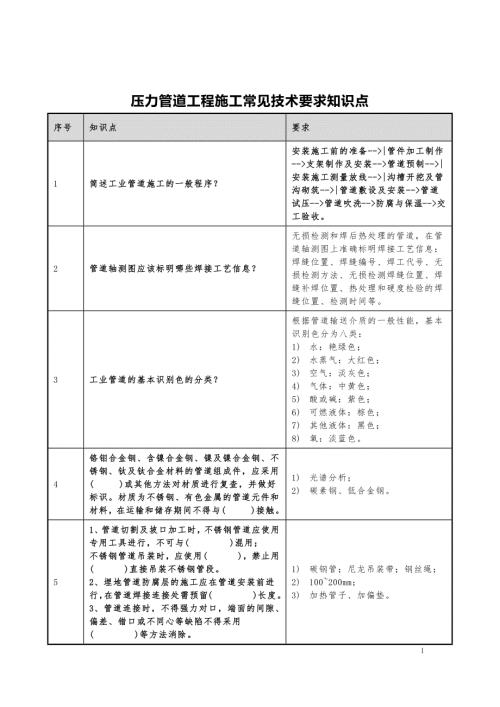
压力管道工程施工常见技术要求知识点
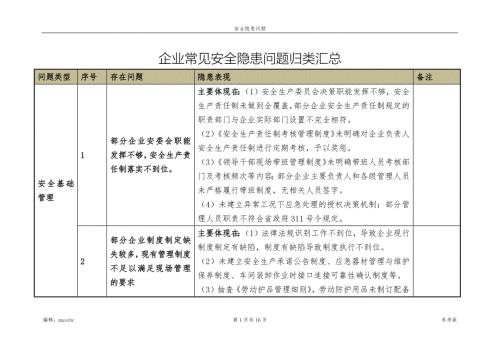
企业常见安全隐患问题归类汇总
特种设备安全事故应急预案附锅炉等专项预案
生产企业安全隐患问题排查表

特种设备安装、制造取(换)证迎接审查工作汇报
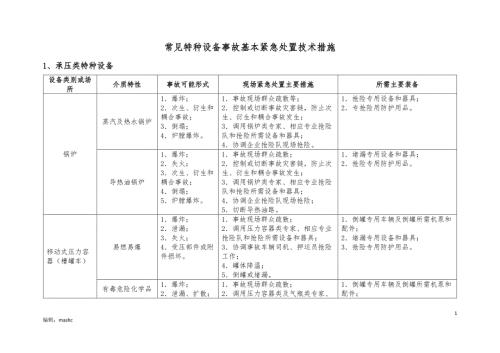
常见特种设备事故基本紧急处置技术措施
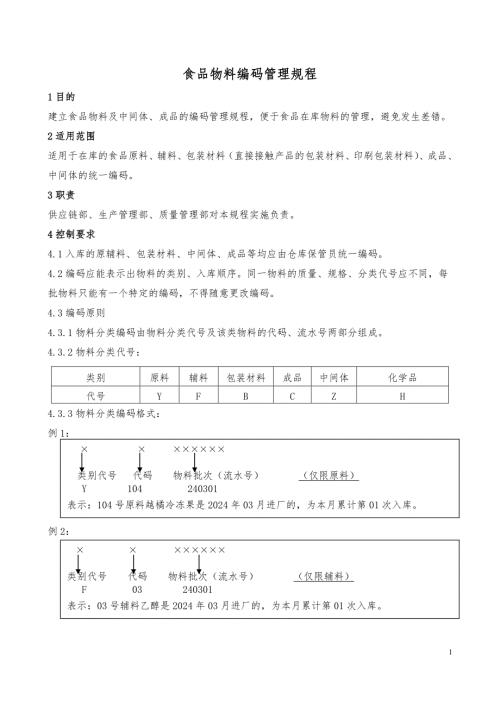
食品物料编码管理规程
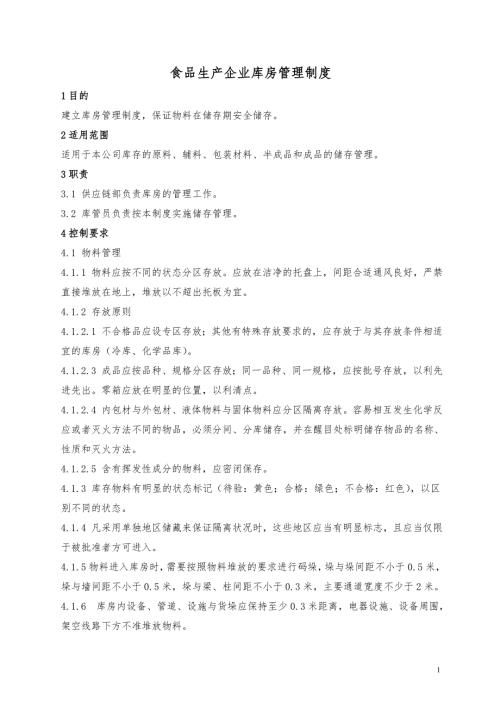
食品生产企业库房管理制度
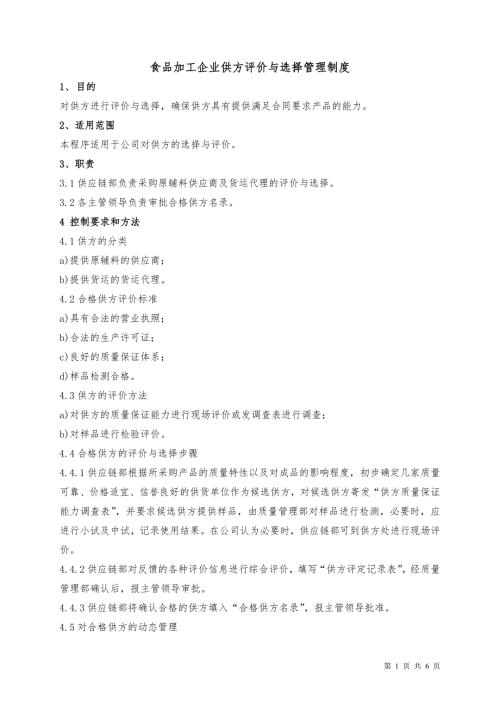
食品加工企业供方评价与选择管理制度
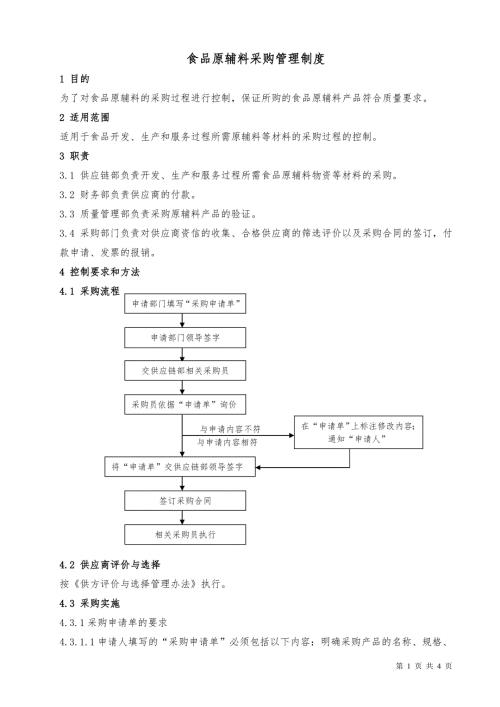
食品原辅料采购管理制度
锅炉能效测试作业指导书2024版
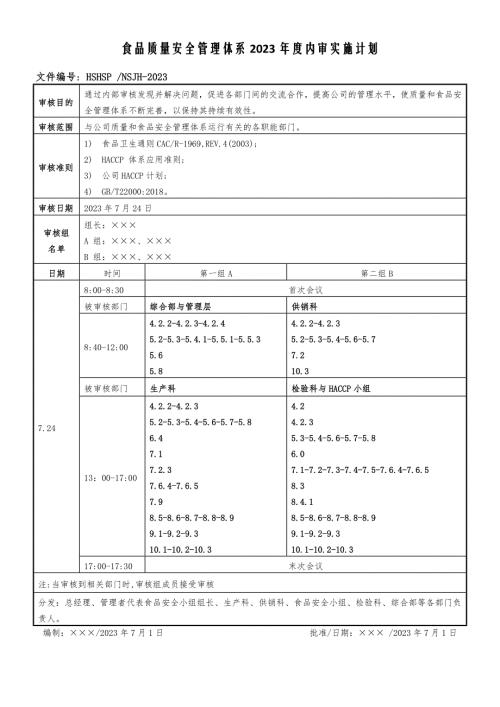
食品质量安全管理体系2023年度内审实施计划
食品生产企业“日管控、周排查、月调度”记录实例及其报告格式
食品质量安全体系2023年度内审资料汇编
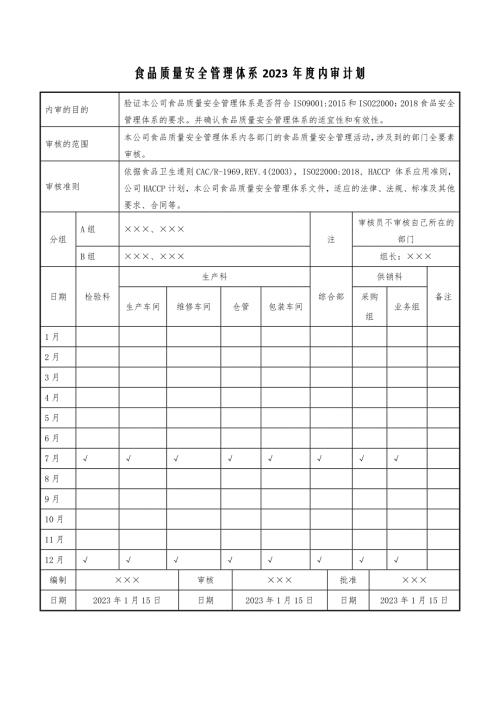
食品质量安全管理体系2023年度内审计划

食品质量安全管理体系内审不符合报告及其不符合项分布统计表
食品企业日管控周排查月调度记录及其报告格式参考
食品生产许可申请书示例
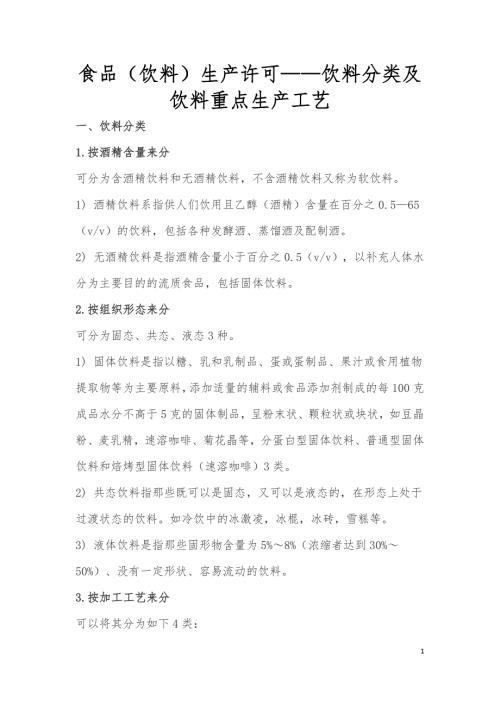
食品(饮料)生产许可——饮料分类及饮料重点生产工艺
常见饮料分类及其工艺流程图
 输变电材料技术监督检测计划与方案
输变电材料技术监督检测计划与方案
2023-09-09 69页
金属技术监督试验室管理规章制度
2023-08-14 11页
紧固件螺栓楔负载试验作业指导书
2023-08-14 8页
金属部件厚度检测(超声脉冲回波法)检测作业指导书
2023-08-14 7页
金属材料拉伸试验作业指导书
2023-08-14 11页
金属材料维氏硬度检测作业指导书
2023-08-14 8页
支柱绝缘子及瓷套超声波检测作业指导书
2023-08-14 11页
涂覆层厚度(磁性、涡流法)检测作业指导书
2023-08-14 8页
导电率(涡流法)检测作业指导书
2023-08-14 7页
紧固件螺母保证载荷试验作业指导书
2023-08-14 7页