
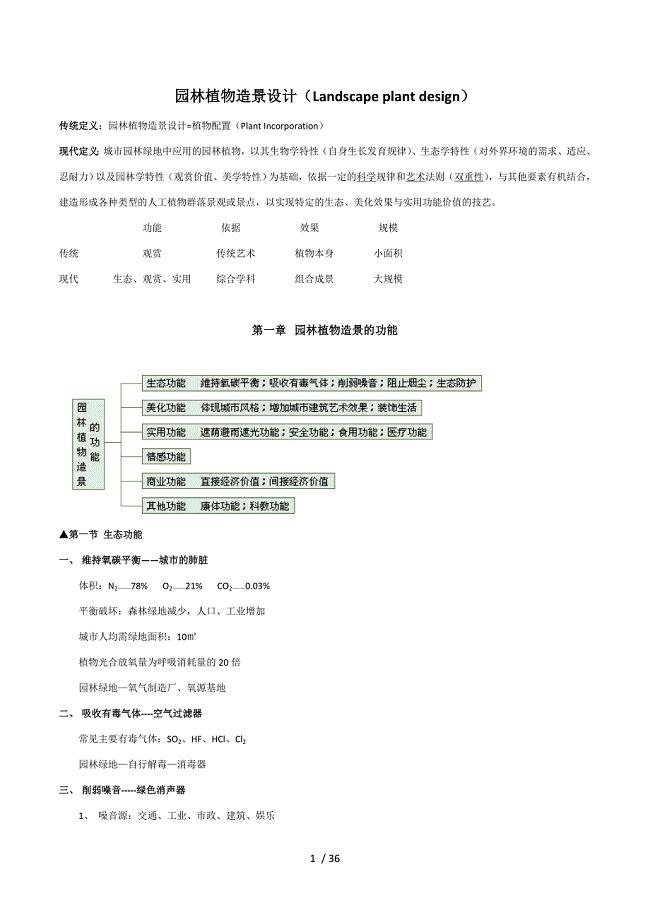
齿形轴零件机械加工工艺过程及加工用夹具设计
17页
1、重庆大学网络教育学院 毕 业 设 计 ( 论 文 ) 题目 齿形轴零件机械加工工艺过程及加工用的夹 具设计_ 学生所在校外学习中心 上海校外学习中心 批次 层次 专业 201502本科、机械设计制造及自动化 学 号 W13205479 学 生 管云龙 指 导 教 师 朱小飞 起 止 日 期 2015年8月24日2015年10月12日 摘摘 要要 齿轮轴零件的主要作用是支撑回转零件、实现回转运动并传递转矩和动力。齿轮轴具 备传动效率高、结构紧凑和使用寿命长等一系列优点,是通用机械特别是工程机械传动中 的重要零件之一。齿轮轴加工材料、热处理方式、机械加工工艺过程的优化,将对提高齿 轮轴的加工质量及寿命有着重要借鉴意义。本文对某设备中“齿轮轴”零件进行了机械制造 工艺规程设计和加工用的夹具设计。对于工艺规程设计和夹具设计制订了两套不同的 方案,从中甄选出最佳方案。本设计首先分析了齿轮轴零件的作用和加工工艺性,然后进 行工艺规程设计,最后是加工用夹具设计。齿轮轴零件的机械综合性能要求较高,一般选 择锻件作为毛坯。合理安排工艺路线,划分加工阶段对保证零件加工质量至关重要。使 用夹具可以缩短辅助时
2、间,提高劳动生产率,保证加工精度,稳定加工质量,降低对 工人的技术要求,扩大机床工艺范围。本文对所设计的专用夹具进行了精度校核和定位 误差分析,对夹具的设计质量也进行了评估。 关键词关键词: 齿轮轴;工艺分析;工艺规程设计;夹具设计 目目 录录 摘 要2 1 设计背景及目的4 2 生产纲领及生产类型的确定4 3 零件的分析5 4 选择毛坯5 5 工艺规程设计6 5.1 定位基准选择6 5.2 零件的加工方法的选择6 5.3 定制工艺路线6 5.4 确定机械加工的余量及毛坯尺寸,设计毛坯-零件综合图.7 6 工序设计9 6.1 选择加工设备工艺装备9 6.2 工序尺寸的确定及计算 .10 6.3 选择切削用量,确定时间定额 .11 7 滚齿用夹具设计.13 7.1 拟定滚齿夹具的结构方案.13 7.2 确定刀具的导向方式或对刀装置.14 7.3 夹具精度的计算.14 7.4 夹具总图(图4)15 7.5 夹具零件图(图5、图6).16 8 课题小结.17 1 1 设计背景及目的设计背景及目的 在我们学完了大学的全部基础课程、技术课程及全部专业课程之后进行的。此 次的设计是对大学期间所学的
3、全部课程及相关的绘图软件的一次深入的综合性复习 ,也是使我们基本知识及基本技能去解决专业范围内的工程技术问题而进行的一次 基本训练的综合性运用。因此,它在我们日后的工作中占有重要地位。我们在完成 毕业设计的同时,也是在培养我们正确的使用技术资料、国家标准、相关手册、图 册等工具书,进行设计计算、数据处理、编写技术文件等方面的工作能力。本次设 计的目的在于: (1) 培养综合性分析和解决本专业的一般工程问题的独立能力,拓宽和深化所学 的知识。 (2) 培养树立正确的设计思想。设计思维,掌握工程设计的一般程序、规范和方 法的能力。 (3) 培养正确地使用技术知识、国家标准、相关手册、图册等工具书,进行设计 计算、数据处理、编写技术文件等方面的工作能力。 (4) 培养自己进行调查研究、面向实际、面向生产,向他人学习的基本工作心态 、工作作风和工作方法。 (5) 熟悉齿轮轴零件的加工工艺过程和掌握夹具设计的方法步骤,为以后从事相 关的技术性工作打下坚实的基础。 (6) 通过对齿轮轴零件的机械加工工艺设计,使我们在机械加工工艺规程设计, 工艺方案论证,机械加工余量计算,工艺尺寸的确定,编写技术文
4、件及查阅 技术文献等各方面有所提升。初步具备设计简单零件工艺规程的能力。 2 2 生产纲领及生产类型的确定生产纲领及生产类型的确定 如图1所示,某设备中齿形轴零件,该产品年产量为2600台,设其备用率为7% ,机械加工废品率为1%,试进行该零件的机械加工工艺规程设计和滚齿用夹具设计 。零件生产纲领可按下式计算: N = Qn(1+a%+b%)=2600x(1+7%+1%)=2808(件/年) 该产品的的年产量为2808件,根据机械制造技术基础中生产类型与生产纲 领的关系,确定其生产类型为中批生产。 3 3 零件的分析零件的分析 零件图如图1所示。齿轮轴零件在钻床机械中主要起传递钻所需的旋转运动,承受并 传递钻孔时的作用力,安装定位钻套。 此零件外圆直径50mm、内圆直径24mm,零件结构不是很难,精度要求也不是 很高,加工可以以车床加工齿轮轴主体,然后铣齿,最后在上磨床研磨即可。 图1 齿形轴零件图 4 4 选择毛坯选择毛坯 综合考虑加工效率和效益,材料选择45,尺寸为55mmx180mm。 5 5 工艺规程设计工艺规程设计 5.15.1 定位基准选择定位基准选择 本零件应选择外圆和端
《齿形轴零件机械加工工艺过程及加工用夹具设计》由会员第***分享,可在线阅读,更多相关《齿形轴零件机械加工工艺过程及加工用夹具设计》请在金锄头文库上搜索。
校园足球汇报
异甘草酸镁注射液【治疗急性药物性肝损伤】Ⅱ期临床研究总结
云教室课程行政伦理学行政良心

语文S版小学二年级语文下册诺亚方舟课件优质课教学课件
未来中考趋势作文考与练
近年来广东历史试题中考易错点分析与教学启示

搜索推广那些事

小学语文二年级上册红领巾真好说课稿设计(说课设计)

新课标人教版二年级语文上册红领巾真好课件

新课程背景下的高中化学课堂教学改革

危机管理与突发事件应对

背影朱自清教案课件二课时
突发公共卫生事件培训
统计学简史及数据科学中南财经大学

水泥混凝土路面技术现状及发展终
有家真好作文讲评课
西南大学植物造景设计总复习
海外汉语教学新探索在线交流学习平台Goclef

动态黑色背景年终总结模板
孙子的治军之道与现代管理谋略总结
 精确加气块施工技术交底
精确加气块施工技术交底
2024-03-06 9页
文物保护项目复建、修缮工程施工组织设计
2024-01-25 132页
35KV变电所附属工程施工方案
2023-12-25 16页
320KA电解槽焊接与变形控制
2023-12-05 6页
320KA电解槽槽壳组装施工方案
2023-12-05 6页
10KV总配电气安装施工方案
2023-11-29 9页
预应力工程(后张法)施工方案(方案模板)
2023-11-16 20页
桩基施工方案(优质工程)
2023-11-16 39页
施工电梯基础专项施工方案(方案模板)
2023-11-16 15页
塔吊定位及基础(安全专项)施工方案编制、审核要点
2023-11-16 2页