
“右支撑”零件加工工艺及钻孔夹具设计工序卡片
8页
1、机械加工工序卡片产品型号零件图号产品名称零件名称右支撑共6页第1页车间工序号工序名称材料牌号 金工20车ZCu10ALFe3毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数车床CA61401夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时机动辅助1 粗车零件右端端面至尺寸,保证尺寸为38.5mm;车内端面至尺寸,保端面车刀5601000.21.510.534 证零件厚度为6.5mm外径车刀2车零件外径至尺寸,保证尺寸为51mm游标卡尺5601000.21.510.373精车端面至尺寸,保证总高度为38mm5601000.10.510.55设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称右支撑共6页第2页车间工序号工序名称材料牌号 金工30车ZCu10ALFe3毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件11
2、设备名称设备型号设备编号同时加工件数车床CA61401夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时机动辅助1 车零件左端面至尺寸,保证零件总高度为36.5mm端面车刀560177.5980.21.510.502 钻孔尺寸,保证孔径为30mm(通)外径车刀25025手动1513粗车孔至尺寸,保证孔径为31.5mm(通)内径车刀 710800.20.7510.294精车孔至尺寸,保证孔径为32mm(通),粗糙度Ra=0.8钻头30mm710800.10.2510.585车零件大端外径为101mm游标卡尺560177.5980.21.510.086精车端面至尺寸,保证总长度为36mm内径百分表560177.5980.10.510.1设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称右支撑共6页第3页车间工序号工序名称材料牌号 金工40车ZCu10AL
《“右支撑”零件加工工艺及钻孔夹具设计工序卡片》由会员寂****分享,可在线阅读,更多相关《“右支撑”零件加工工艺及钻孔夹具设计工序卡片》请在金锄头文库上搜索。

“右支撑”零件加工工艺及钻孔夹具设计工艺过程卡

“右支撑”零件加工工艺及钻孔夹具设计工序卡片
“右支撑”零件加工工艺及钻孔夹具设计说明书
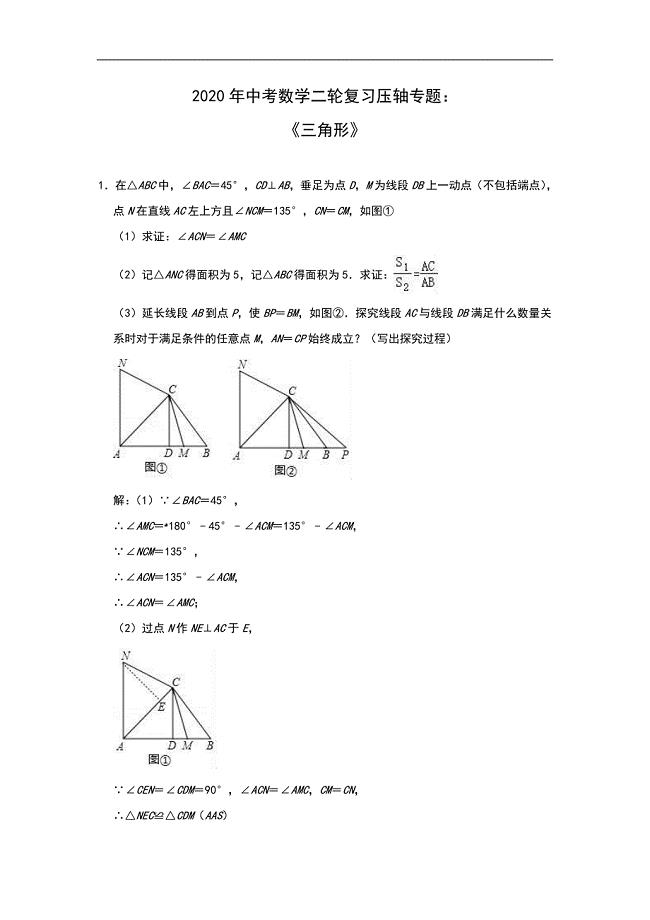
2020年中考数学复习压轴专题:三角形(解析版)(1)
汽车双横臂独立悬架设计说明书
推式膜片弹簧离合器设计说明书
小型三相光伏并网逆变器的设计与仿真

康平家园小区供配电及照明电气设计
千瓦级燃料电池发电系统建模与设计外文文献翻译
微电网光伏发电动态特性研究
继电保护基础研究及神经网络技术的仿真
基于MATLAB的电力系统稳定性分析与仿真

基于MATIAB的店里系统故障仿真与检测技术研究
电动汽车辅助动力系统Bi-DCDC变流控制器电路设计
黄河小区电气设计
千瓦级太阳能发电系统建模与设计
110kV降压变电站电气一次系统初步设计a

燃料电池电源系统滤波器设计开题报告
扭矩160 离合器设计说明书

基于MATLAB仿真的电力系统短路故障分析
 展位、摊位项目可行性研究报告(word可编辑).docx
展位、摊位项目可行性研究报告(word可编辑).docx
2022-12-19 57页
毕业设计(论文)基于PLC的立体仓库的设计(全套图纸)
2024-01-29 26页
机械设计专业技术工作总结
2022-09-19 8页
上市公司会计信息质量相关问题研究
2022-12-12 18页
房地产广告营销风险及其对策研究
2023-06-29 33页
泥浆池施工方案
2022-10-27 5页
基于GIS的高速公路日常调度与指挥系统研究
2023-09-01 55页
国际投资中自然灾害的风险及其管理
2023-01-20 8页
基于嵌入式系统的LCD电子时钟设计
2024-02-07 32页
2019年巩固提升脱贫攻坚工作成果实施方案
2023-10-18 24页