
电渣压力焊关键过程操作指导书
9页
1、饮食广场关键过程操作指导书一、 工程概述本工程为饮食广场,由A、B、C、D、E五楼座组成,建筑面积38960平方米,框架结构。根据图纸设计要求框架柱竖向钢筋连接采用电渣压力焊。框架梁顶部通长钢筋采用闪光对焊连接。根据质量策划、质量计划及施工方案要求本工程确定电渣压力焊及闪光对焊工序为关键过程,并编写关键过程作业指导书用以指导施工。二、 编制依据1、 设计图纸2、 钢筋焊接及验收规程JGJ1896三、 人员要求:电渣压力焊和闪光对焊的施工操作人员要持证上岗,且上岗证在有效期范围之内。四、 施工机械要求:UN1100型闪光对焊机4台,电渣压力焊接机8台。所用的机械设备由分公司机械科负责进场安装,验收后将由项目部机械管理人员派专人对设备使用保管负责。五、 施工材料要求:对焊所用钢筋原材必须有出厂合证及进场后的复试试验报告,合格后才能进行对焊,电渣压力焊所用的焊剂必须有出厂合格证明否则不能使用。六、 施工操作方法6.1、电渣压力焊6.1.1、焊接工艺:电渣压力焊的焊接工艺过程包括:引弧、电弧、电渣、压顶过程。6.1.1.1、引弧过程:通电后迅速将钢筋提起,使两端之间的距离为24引弧,当钢筋端头
2、夹杂不导电物质或端头过于平滑造成引弧困难时,可多次把上钢筋移下于下钢筋短接后再提起,达到引弧目的。6.1.1.2、电弧过程:靠电弧的高温作用,将钢筋端头的凸出部分不断烧化;同时将接口周围的焊剂充分熔化,形成一定厚度的渣池。6.1.1.3、电渣过程:渣池形成一定厚度后,将上钢筋缓缓插入渣池中,此时电弧熄灭,进入电渣过程6.1.1.4、挤压过程:在停止供电的瞬间,对钢筋施加挤压,把焊口部分熔化的金属、熔渣及氧化物等杂质全部挤出结合面。挤压力要小,对各种规格的钢筋仅为0.20.3KN。6.1.2焊接参数:电渣压力焊的焊接参数主要包括焊接电流、焊接电压、焊接时间。6.1.2.1、焊接电流:宜按钢筋端头面积取0.80.9A/。6.1.2.2、焊接电压:焊接电压在焊接过程中是变化的。当引弧后,进入电弧稳定燃烧时,电压为40V45V。当钢筋与焊剂熔化,进入电渣过程时,电压2227V。如电压过高,易再度产生电弧现象,过低则易产生夹渣缺陷,焊接电压易受网络电压和操作因素的影响而波动,为了确保焊接质量,应使波动值控制在5V的范围内。6.1.2.3、焊接时间:是指电弧过程和电渣过程的延续时间,焊接时间长短根
3、据钢筋直径确定。6.2、闪光对焊6.2.1、操作工艺:本工程中钢筋的闪光对焊采用闪光预热闪光焊。其过程包括一次闪光、预热、二次闪光及顶锻过程。6.2.1.1、一次闪光:即施焊时首先连续闪光,使钢筋端部闪平。6.2.1.2、预热:使两钢筋面交替地接触和分开,这时钢筋端面的间隙中发出连续的闪光,而形成预热过程。6.2.1.3、二次闪光:伴随着预热过程,两钢筋面间隙中喷射出火花般熔化的金属微粒,接着徐徐移动钢筋使两端面仍保持轻微接触,形成连续闪光。6.2.1.4、顶锻过程:当闪光到预定的长度,使钢筋端头加热到将近熔点时,就以一定的压力迅速进行顶锻,先带电顶锻,再无电顶锻到一定长度,焊接接头即告完成。、焊接参数:为了获得良好的对焊接头,应合理的选择焊接参数,焊接参数包括:调伸长度、闪光留量,闪光速度、顶锻留量、顶锻压力及变压器级次。6.2.2.1、调伸长度:调伸长度是指焊接前两钢筋端部从电极钳口伸出的长度。调伸长度的选择与钢筋品种和直径有关。应使接头能均匀加热,并使钢筋顶锻时不致发生弯曲。调伸长度的取值,级钢筋为1.01.5,直径小的钢筋对焊时取大值。6.2.2.2、闪光留量与闪光速度:闪光留
4、量是指闪光过程中,闪出的金属所消耗的钢筋长度。闪光留量的选择应使闪光过程结束时钢筋端部的热量均匀,并达到足够的温度。闪光预热闪光焊中闪光留量的取值:一次闪光为两端钢筋切断时刀口严重压伤的部分之和,二次闪光为810(直径大的钢筋取大值)。闪光速度由慢到快,开始时近于零,而后约1/,终止时达1.52.0/。6.2.2.3、预热留量与预热频率预热留量的选择:应使接头充分加热。预热留量的取值27(直径大的钢筋取大值)。预热频率取值:对级钢筋宜适中(12次/),以扩大接头加热范围,减少温度梯度。6.2.2.4、顶锻留量、顶锻速度与顶锻压力顶锻留量是指在闪光结束,将钢筋顶锻压紧时因接头处挤出金属而缩短的钢筋长度。顶锻留量的选择,应使钢筋焊口完全密合并产生一定塑性变形,顶锻留量宜取46.5。级别或直径大的钢筋取大值。其中有电顶锻留量约占1/3,无电顶锻留量约占2/3,焊接时必须控制得当。顶锻速度应越快越好,特别是顶锻开始的0.1秒应将钢筋压缩23,使焊口迅速闭合不致氧化。而后断电并以6/的速度继续顶锻至结束。顶锻压力应足以将全部的熔化金属从接头内挤出而且还要使邻近接头处(约10)产生适当的塑性变形。
《电渣压力焊关键过程操作指导书》由会员夏**分享,可在线阅读,更多相关《电渣压力焊关键过程操作指导书》请在金锄头文库上搜索。
组长年终工作总结(3篇).doc
泵与风机的分类及工作原理
城市的文物与文化教案
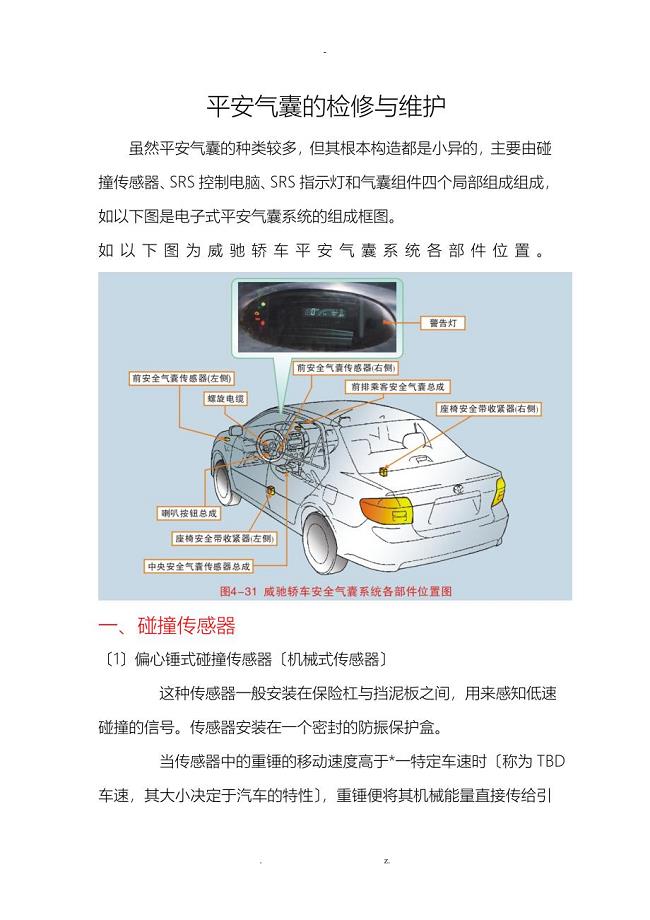
安全气囊指示灯常亮的检修与维护
2023外贸业务员的个人工作计划模板(二篇).doc
医院高值耗材管理制度模板(二篇).doc
建设银行的企业文化
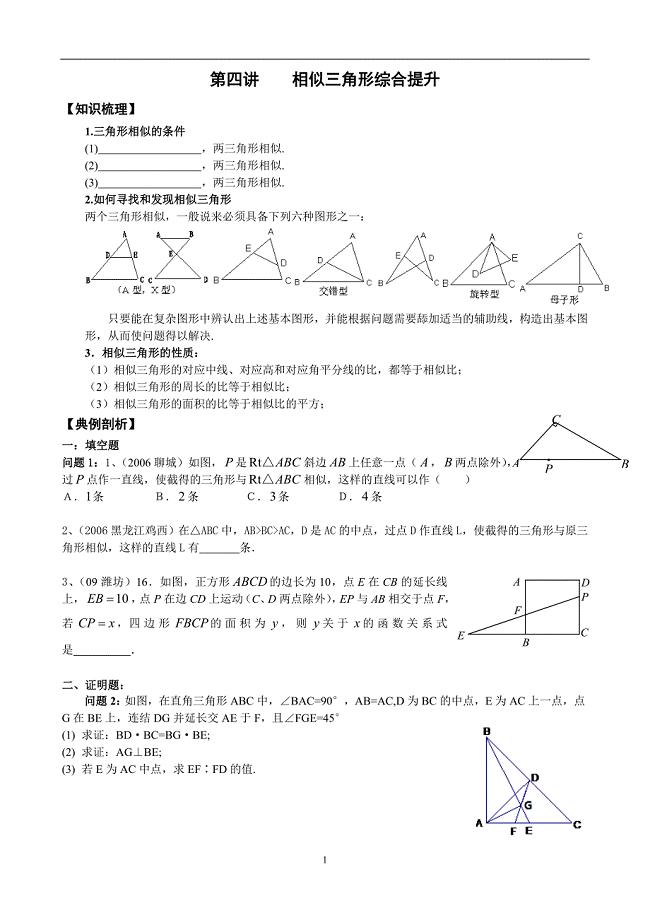
第4讲相似三角形综合提升(2)
东北农业大学21秋《机电一体化》系统设计在线作业二满分答案67
2023年月销售工作计划(3篇).doc
2023年终总结动员大会发言稿(三篇).doc
环保社会实践活动总结12篇
保育员先进事迹材料:瑶乡好妈妈
顶岗实习教师月度工作总结-顶岗实习指导老师月报实用文档
新保运方案
市盈率计算误区
健康卫生管理规程
小学生名言警句积累
舟山远程智能管控系统应用项目可行性研究报告模板参考
沪教版小学三年级下册语文《在牛肚子里旅行》教案范文三篇
 夫妻离婚协议例文(2篇).doc
夫妻离婚协议例文(2篇).doc
2024-02-01 4页
夫妻离婚协议电子样本(二篇).doc
2024-02-19 4页
美发店合伙经营协议书格式版(四篇).doc
2022-09-04 7页
汽车租赁协议书参考范本(八篇).doc
2023-04-17 29页
自主汽车品牌一览表
2022-11-06 18页
价格保密协议简易范本(五篇).doc
2023-11-18 18页
液化气罐车装卸安全操作规程
2023-05-14 3页
江西精品苹果买卖协议参考样本(3篇).doc
2023-07-18 7页
工程合作协议范文(六篇).doc
2022-09-01 11页
门市房屋租赁协议书简单版(九篇).doc
2023-10-21 23页