
某医院综合楼钢结构施工方案
16页
1、施工方案工程名称:编制人:审核:批准:编制单位:*钢结构有限公司编制时间:第一章、编制说明(一)、方案编制的依据根据设计提供的有关钢结构资料,按照国家有关规范及标准,施工经验,进行本工程制作方案的编制.1类别名称编号国家钢结构工程施工质量验收规范GB50205-2001国家钢结构焊缝外形尺寸1GB10854-89国家建筑工程施工质量验收廿标准IGB50300-2001国家钢结构工程质量检验评定标准GB2022 2001国家钢结构设计规范GBJ50017-2003国家建筑结构福载规沱GB50009-2001行业建筑钢结构焊接技术规程JGJ812002行业钢筋焊接及验收规程JGJ812002行业建筑机械使用女全技术规氾JGJ33-2001行业建筑施工局处作业安全技术规范JGJ80- 91(二)、工程概况在舁 厅P项 目内容1工程名称山西长治县雄山煤炭有限公司综合楼2工程性质新建3工程建设地点长治县雄山矿4质量标准合格5施工内容钢结构的制作与安装第二章、钢结构制作方案(一)、劳动力组织及施工机械装备根据本工程的结构特点、质量要求、工期以及现场情况,初步拟定如下劳动力组织:工长:1人电、气焊工
2、:5人起重工:2人力工:8人技术人员:1人怫工:4人施工机械设备:机械名称数量用途自动气割机2台切割钢材埋弧焊机2台焊接电焊机J 3台焊接 口剪板机1台切割板材型钢调直机1台调直钢构件龙门吊1台吊运、翻转材料、怏品及成品钻床(台、立)1台制孔磨光机3个除锈、打磨大型抛丸机1台除锈(二)、施工准备1、主要材料:1.1、本工程钢柱等主要构件采用钢号为 Q235B的钢材。1. 2、焊接材料:手工焊接时,采用E40型焊条,焊条符合GB/T-5117-1995的规定.翼缘和腹板焊接采用等强全熔透焊接.钢柱对接焊缝质量等级不小于二级。2、技术准备:各专业工程师熟悉图纸、规范、施工组织设计和施工方案,进行技术交底,作好特殊工种 的岗前培训。(三)、运输:1、在运输过程中易碰部分,必须采取防护措施。节点板、拼接板、填板、横取杆件、螺栓、垫板及其他小部件等,按同一类别用螺栓或铁丝紧固成束发运,防止散乱。2、对于较长的构件,要选择好运输方式,用木板或废轮胎将构件垫牢,并用钢丝纯紧固器 捆扎牢靠。(四)、作业条件1、施工前组织技术人员对施工图进行审核,审核中出现的问题及时与设计和业主取得联系。 对图纸中的问
3、题做出修改、补充。2、编制出材料使用计划,提供构件单件图。3、规划加工场地,搭设焊接、组装平台,自动焊机就位。组装平台应保证控制钢构件的应 力变形的刚度和尺寸精度。平台用水准仪超平,以保证平整度。4、装配胎具经质检部门复测批准方可投入使用.5、胎具在使用过程中定期予以复查,若发现变形,必须立即修复,方可重新投入使用。6、施工机具、设备进行维护、调整。7、制作、安装、检查、验收所用钢尺,其精度应一致,并经计量部门检定取得证明。8、现场供电应符合焊接用电要求。(五)、主要构件的工艺流程:H型钢工艺流程为:放样一下料(自动气割机)一调直一组对成型一焊接(埋弧自动焊)一调 直、矫正一二次装配一焊接(二氧保护焊)一调直一制孔一成品检验一编号。(六)、主要施工方法:1、放样:由于此次施工构件的型号较多,并且安装较复杂,要求放样细致.通过放样确定柱的各种尺寸(按1:1)、预留焊接收缩余量(按1: 1000考虑)、坡口加工余量、齐头余量.放样和样板的允许偏差项目允许偏差平行线距离和分段尺寸0。5mm对角线差1 o 0mm宽度、长度 0.5mm2、钢板下料采用自动与半自动气割机,下料时应根据工艺要求预留
4、焊接收缩余量及切割的 加工余量,气割时宜采用多割嘴,下料误差控制在土 1。5mm不得损伤钢板边缘,出现大于2.0 mm勺缺楞。坡口采用机械切削加工,火焰切割坡口时应将坡口打磨休整。 气割加工坡口时要注 意方向、角度、钝边等准确。气割部位用砂轮打磨平整,对焊接坡口、加劲板、腹板和有孔 眼的节点板要进行边缘加工。3、需组对成型的在拼装胎具上进行,所有板条必须调直,并消除焊缝位置的铁锈、杂质。并点好引弧板,引弧板厚度应与母材板厚一致,且长度不小于200 mm经检验合格后方可出胎 准备焊接工作。4、焊接:埋弧焊的工艺:选用合格的焊丝和焊剂,首先对现场焊接条件进行试焊,试板按不同的厚度分成三组焊接,具间采取不同规范参数,分别试焊后最后确定最佳规范.试焊件全部 采用乙快焰自动切割,直边对接不开坡口,角向磨光机清除切缝及表面上的氧化铁杂质,电 弧气刨清根,背面不垫焊剂双面施焊,施焊证明,焊缝可靠.别外对于切割局部变形,出现“马 刀变”造成间隙局部过大的问题,采用填充代药皮电焊条的工艺措施,焊接准备条件就绪后,开始施焊,焊接顺序为先横向后纵向,胎上顺序对接,焊接过程中,要使焊缝始终处于自由 伸缩状态,
《某医院综合楼钢结构施工方案》由会员桔****分享,可在线阅读,更多相关《某医院综合楼钢结构施工方案》请在金锄头文库上搜索。
开业酒店前厅周工作计划范本(五篇).doc
小学五言绝句
职业卫生与职业医学精品课程建设规划
如何培养学生课前预习的好习惯

学生会校运会工作总结范文
汽车轻量化铝合金零部件项目可行性研究报告申请立项

大班教育随笔撞晕的小猪

标准职位说明书样本
中班语言优秀教案评析大小鸟
江苏省如东县高三英语上学期第一次检测试题103001132
九年级初中三大从句
小学英语任务型教学的多元化思路

暴雨洪水防范的应急预案
新人教版数学二年级下册第九章9.1推理课时练习
网站编辑年终工作总结范文(2篇).doc
欢庆2022年幼儿园元旦节活动主题教案范文模板

《蜀道难》品读三题
汉字书写笔顺规则
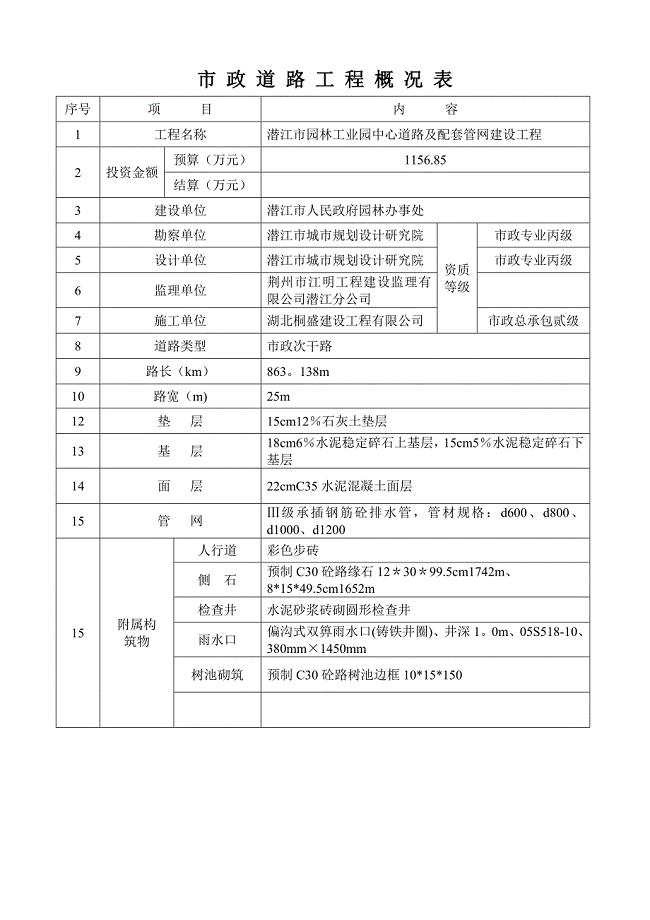
市政道路工程概况表72897

《诊断学》课程教学介绍.doc
 《商业银行资本充足率管理办法》征求意见稿
《商业银行资本充足率管理办法》征求意见稿
2023-02-13 48页
工作流技术参数
2024-01-17 6页
惯性常考题汇编
2023-08-01 11页
幼儿园教师年度总结
2022-10-26 3页
明星志愿3甜蜜乐章秘籍
2023-04-23 76页
难忘的一次活动
2024-01-23 2页
电焊工安全技术交底表
2023-08-10 6页
企业沟通交流案例:经理与下属
2023-09-28 26页
高一数学--对数函数综合练习题(答案)
2023-08-22 20页
二次回路电气设计(六)精通低压塑壳断路器
2022-08-10 2页