
电渣压力焊验收标准
2页
JGJ18钢筋焊接及验收规程5.5.2电渣压力焊接头外观检查结果应符合下列要求:1四周焊包突出钢筋表面的高度不得小于4mm2钢筋与电极接触处,应无烧伤缺陷3接头处的弯折角度不得大于34接头处的轴线偏移不得大于钢筋直径的0.1倍,且不能小于2mm竖向钢筋电渣压力焊质量控制的措施1)对焊接人员的操作水平进行考核,能力不够的禁止进行焊接2)焊剂使用前须经250300恒温烘烤2小时,严禁使用未烘干的焊剂或出厂时间较久的焊剂。3)焊接使用的钢筋端头应平直、干净,不得有马蹄形、压扁、凹凸不平、弯曲歪扭等严重变形。钢筋端头焊接面应平整,不平的焊接面用切割机切割掉;钢筋端部200mm范围内不应有锈蚀、油污、混凝土浆等污染。钢筋端头的铁锈用钢丝刷消除干5)施焊前,要检查上下钢筋的垂直度和同心度,夹具要夹紧,如果夹具已磨损严重要及时更换;焊接至少等3min后再拆除夹具;6)可以通过延长焊接时间、增大焊接电流、掌握好挤压时间参数等措施来提高接头的焊包质量7)选择合适焊接参数:应根据焊接钢筋直径选择适合电渣压力焊电源性能指标,同时掌握电弧过程和电流过程的延续时间,应该说焊接总时间与被焊接钢筋直径密切相关,只有选择适合的焊接参数,才能保证焊接的质量;8)施工中应严格执行钢筋焊接及验收规范的具体规定,电渣压力焊接头外观必须分批检查,外观检查要求采取过“三关”即班组自检、工地质检员复检、监理人员重检,确保焊接接头外观质量合格。9)电渣压力焊接头外观检查结果应符合下列要求:四周焊包凸出钢筋表面的高度应大于或等于4mm;接头处的轴线偏移不得大于钢筋直径的0.1倍,且不得大于2mm,外观检查不合格的接头应切除重焊或采取补强焊接措施。10)外观检查合格的钢筋接头按规定进行“见证”取样送检。电渣压力焊接头拉伸试验结果,3个试件的抗拉强度均不得小于该级别钢筋规定的抗拉强度。当试验结果有1个试件的抗拉强度底于规定值,应再取6个试件进行复验。复验结果,当仍有1个试件的抗拉强度小于规定值,应确定该批接头为不合格品。11)禁止在雨天焊接,养护楼板砼的水不要浇到刚焊接完毕的钢筋接头上
《电渣压力焊验收标准》由会员M****1分享,可在线阅读,更多相关《电渣压力焊验收标准》请在金锄头文库上搜索。
精品解析:云南省昆明市2020年中考英语试题(原卷版)
KTV包房系统word版
精品学校教学工作总结九篇
标准化工程现场管理制度
护士面试技巧
行业保密协议范文(10篇).doc
小学英语五年级教学计划(4篇).doc

曲折缝缝纫机说明书
玉环市废旧纺织品循环利用项目计划书
门禁管理系统设计
初中周记的作文汇编10篇
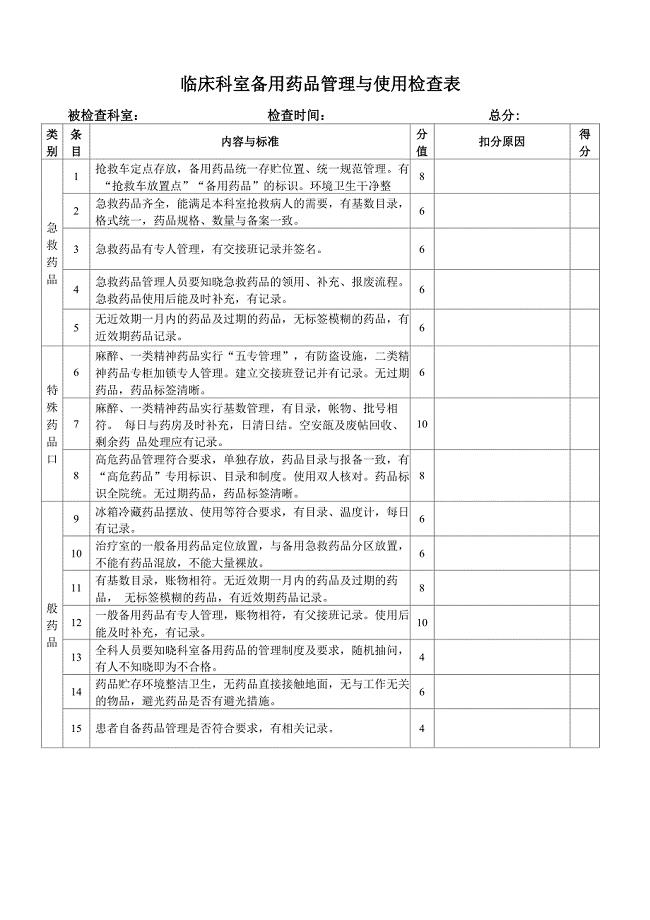
临床科室备用药品管理与使用检查表
卫生院基本公共卫生服务工作进展报告
2023年实用语文周记范本锦集8篇
(新版)煤炭生产经营单位(煤矿井下安管员)考试题库及答案
破碎岗位安全生产工作职责和管理制度
中原工学院信息商务学院
胶砂试模检定规程
汽车饰件生产项目商业计划书写作模板招商融资

到村任职一年座谈会发言稿
 重度主动脉瓣狭窄患者手术的麻醉
重度主动脉瓣狭窄患者手术的麻醉
2022-12-19 2页
自动打印机机械设计
2023-11-15 26页
2020医学开题报告范文
2023-07-22 16页
联合肝脏分割和门静脉结扎的分阶段肝切除术
2022-10-02 3页
高校智慧校园保障措施
2022-07-18 3页
高铁沿线情况综合整治工作总结
2024-02-06 6页
通过家园合作提高大班幼儿的生活自理能力探索
2023-04-02 2页
集团公司文明工地标准化实施手册
2022-08-05 97页
谈谈睡眠障碍危害与治疗
2022-12-04 3页
药品中大肠埃希菌检查
2022-12-14 2页