
机械行业安全系统操作规程
55页
1、word一、 安全生产总如此 为保证安全生产,全厂职工除遵守本岗位工种安全技术操作规程外,还必须遵守如下总如此: 1. 认真执行国家有关劳动安全法规、规定与本厂各项安全生产规章制度。 2. 新入厂工、调换工种的工人与来厂实习、代培和临时参加生产的人员,必须经过安全教育和操作技术培训,经考试合格后在师傅的指导下进展操作。 3. 电气、起重、焊接、锅炉、压力容器、车辆驾驶、火化工等特种作业人员,必须持证操作。 4. 操作工必须熟悉产品性能、工艺规程与设备操作要求,会正确处理生产过程中出现的故障。 5操作前必须按规定正确穿戴好个人的防护用品。披肩发、长辫必须罩人工作帽内。进入有可能发生物体打击的场所必须戴安全帽;有可能被传动机械绞辗伤害的作业不准戴手套;不准穿戴围巾、围裙,脖子上不准佩带装饰品;生产作业场所不准赤膊;不准穿高跟鞋、拖鞋(除规定外)。 6工作时应集中精力、坚守岗位,不准做与本职工作无关的事。上班前不准饮酒。 7开动非本工种以外设备时,须经有关领导批准。 8操作对人体有发生伤害危险的机械设备时,应检查安全防护装置是否齐全可靠,否如此不准进展操作。9不准随意拆卸、挪动各种安全防护装
2、置,安全信号装置,防护围栏、警戒标志等。 10. 检修机械、电气设备时,必须切断电源,挂上警示牌。合闸前要仔细检查,确认无人检修后方准合闸。 11. 操作中使用的行灯与局部照明,其电压不得超过36V,金属容器内和潮湿场所作业不得超过12V。 12生产场所应保持整齐、清洁、原材料、半成品与成品要堆放合理,安全通道畅通,废料应与时去除。 13. 高空作业人员必须系好安全带,登高用的扶梯必须坚实结实,符合安全技术要求,并采取可靠的防滑措施。 14. 非电气作业人员严禁装修电器设备和线路。 15. 易燃、易爆等生产作业场所,严禁烟火与明火作业。 16. 禁止在产生有毒有害物质作业场所内进餐、饮水,工作时要戴好防毒口罩或其它防护用品。 17严禁攀登吊运中的物体与在吊物下通过停留。 18生产作业区禁止骑自行车、摩托车。不准在运转设备上跨越、传递物体和触动危险部位。 19严格执行交接班制度。末班下班前要切断电源,汽(气)源,熄灭火种,清理场地,中途停电要关闭电源。 20. 凡进入厂油库、锅炉房、变电站、爆炸物品仓库等要害场所,必须经公安、技安等有关部门批准,并办理登记手续。 21. 工房内外配置的消
3、防器材不准挪作它用,器材周围不得堆放其它物品妨碍取用。 22. 发生工伤事故、重大未遂事故与火灾、爆炸事故要与时启动应急救援预案进展抢救,立即报告有关领导和部门,保护好事故现场。二、金属切削机械安全技术操作规程金属切削安全通如此1. 工作前的准备选择和使用适合的防护用品,穿工作服要扎紧袖口、扣全纽扣,头发压在工作帽内。检查保护用具是否完好。检查并布置工作场地,按左、右手习惯放置工具、刀具等,毛坯、零件要堆放好。检查本机床专用起重设备状态是否正常。检查机床状况,如防护装置的位置和结实性,电源导线、操作手把、手轮、冷却润滑软管等是否与机床运动件相碰等,并了解前班机床使用情况。空车检查起动和停止按钮;手把、润滑冷却系统是否正常。大型机床需两人以上操作时,必须明确主操作人员,由其统一指挥,互相配合。 2. 工作中的要求被加工件的重量、轮廓尺寸应与机床的技术性能数据相适应。被加工件重量大于20kg时,要使用起重设备。为了移动方便,可采用专用的吊装夹紧附件,并且只有在机床上装卡可靠后,才可松开吊装用的夹紧附件。在工件回转或刀具回转的情况下,禁止戴手套操作。紧固工件、刀具或机床附件时要站稳,勿用力过
4、猛。每次开动机床前都要确认机床附件、加工件以与刀具均已固定可靠,并对任何人都无危险。当机床已在工作时不能变动手柄和进展测量、调整以与清理等工作。操作者应观察加工进程。如果在加工过程中形成飞起的切屑,应放下防护挡板,去除机床工作台和加工件上的切屑不能直接用手,也不能用压缩空气吹,而要用专门的工具。正确地安放被加工件,不要堵塞机床附近通道,要与时清扫切屑,工作场地特别是脚踏板上,不能有冷却液和油。当离开机床时,即使是很短的时间,也一定要停车。当闻到电绝缘发热气味、发现运转声音不正常时,要迅速停车检查。 3. 工作完毕关闭机床,整理工作场地,收拾好刀具、附件和测量工作。使用专用工具将切屑清理干净。进展日常维护,如加注润滑油等。关闭机床上的照明灯,并切断机床的电源。车工1. 车床主轴上装卸卡盘应在停机后进展,不可用电动机的力量取下卡盘。2. 夹持工件的卡盘、拨盘、鸡心夹的凸出局部最好使用防护罩,以免绞住衣服与身体的其他部位。如无防护罩,操作时应注意距离,不要靠近。3. 车削外圆面、端面等时,车刀安装在方刀架上,刀尖一般应与车床中心等高。车刀在方刀架上伸出的长度一般应小于2倍刀体高度,垫片要放平
《机械行业安全系统操作规程》由会员壹****1分享,可在线阅读,更多相关《机械行业安全系统操作规程》请在金锄头文库上搜索。
计算机软件销售代理合同书

2023年云南省保山市隆阳区汉庄镇云瑞社区工作人员考试模拟试题及答案
不动产赠与合同律师版(5篇).doc
11506消突评价报告
新课标PEP人教版-小学三年级英语外语-下册第二学期下半年春季--教学大纲

医院财务工作计划范文3篇(医院财务工作计划范文大全)

棉面料纺织项目创业计划书写作模板
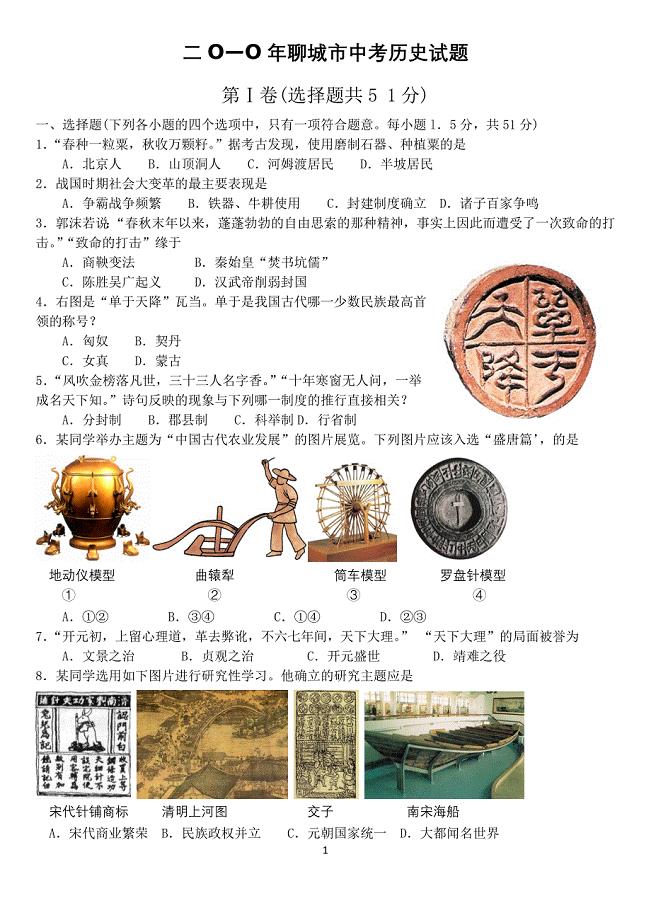
2010年山东聊城中考历史试卷

新苏教版数学二年级上册期中测试
2023年驾校体检报告_驾校体检表

2023年应付账会计岗位职责8篇
实习员工个人转正申请书7篇范文
语言教学案例
高三二模语文试题广州市有答案

《商鞅南门立木》同步练习题(六年级下册)
基于内容的视频分析与检索

2022年《西厢记》心得体会
td交易规则与术语
农村养殖合作协议(二篇).doc
体育学院运动训练专业培养方案
 杜甫七言律诗
杜甫七言律诗
2023-05-16 17页
黄骅市房地产市场研究报告
2023-06-15 908页
【最新】高二英语外研版选修6同步练习:Module 5 Cloning 含答案
2024-03-11 14页
《一元二次方程》教学反思
2022-08-04 21页
高三二模语文试题广州市有答案
2022-11-28 24页
金属固态相变原理习题及解答
2022-12-21 11页
精选类202x七年级生物下册第二节消化和吸收课时训练无答案新版新人教版
2022-08-18 2页
AutoCAD所有命令集合
2023-01-14 44页
花园酒店限额工程项目操作细则
2023-04-11 12页
2022-2023年会计初级职称考试全真模拟试题(200题)含答案提分卷187
2024-03-13 74页