
机械制造技术基础课程设计说明书X62W叉杆零件的机械加工工艺规程及工艺装备设计
20页
1、机械制造技术基础课程设计说明书设计题目:X62W叉杆零件的机械加工工艺规程及工艺装备设计设 计 者: 指导教师: 2011年6月20日梧州学院电子信息工程系机械制造技术基础课程设计任务书题目:X62W叉杆零件的机械加工工艺规程及工艺装备设计内容:1、零件图 1张 2、毛坯图 1张 3、机械加工工艺过程工艺卡 1张 4、机械加工工序卡 1张 5、机床夹具总装图 1张 6、机床夹具零件图 1张 7、课程设计说明书 1份班 级: 08机械2班 学 生: 钟源 指导教师: 钟山 2011年6月20日序言大三上学期我们进行了机械制造基础课的学习,并且也进行过金工实习。为了巩固所学知识,并且在我们进行毕业设计之前对所学各课程的进行一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,我们进行了本次课程设计。通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,同时,在课程设计过程中,我们认真查阅资料,切实地锻炼了我们自我学习的能力。另外,在设计过程中,经过老师的悉心指导和同学们的热心帮助,我顺利完成了本次设计任务。由于能力所限,设计尚有许多不足之处,
2、恳请各位老师给予批评指正。一、零件的分析1(一)零件的作用1(二)零件的工艺分析1二、确定毛坯2(一)确定毛坯种类:2(二)确定铸件加工余量及形状:2(三)绘制零件图:2三、工艺规程设计3(一)选择定位基准:3(二)制定工艺路线4(三)机械加工余量、工序尺寸及公差的确定:6(四)确定切削用量和基本工时8四、专用钻床夹具设计14(一)夹具设计任务书14(二)夹具设计14小 结16参考文献16II一、零件的分析(一)零件的作用它位于车床的变速机构中,主要起换挡,使主轴回转运动按照操作者的要求工作,获得所需的速度和扭矩的作用。其中,尺寸为mm的孔操纵机构相连接,尺寸为mm的孔则是用于和所控制齿轮的轴接触。(二)零件的工艺分析零件的材料为QT45-5,即QT450-10,为球墨铸铁,根据工程材料知识可以知道:该类型的球墨铸铁最低抗拉强度为450,具有良好的力学性能,应用范围仅次于灰铸铁。抗拉强度可以和刚媲美,塑性和韧性也有了很大的提高。球墨铸铁的焊接性能和热处理性能都优于灰铸铁,但消震能力比灰铸铁低。可以制成承受很大冲击的零件。根据球墨铸铁的性能,可以初步确定叉杆需要加工的表面以及加工表面之间
3、的位置关系。1、以为中心的加工表面这一组加工表面包括: 的孔、其上下端面、下端面与孔有垂直度的关系、孔壁上有一个较难加工的用于钻绞的孔以及一个M8的螺纹孔。2、以为半径的孔为中心的加工表面这一组加工表面包括:以为半径的孔、上下两个端面,其中上下端面与的孔有位置度的要求。由上面的分析可知:加工时应该先加工一组表面,然后以已加工表面为基准,再加工另外一组表面。二、确定毛坯(一)确定毛坯种类:零件材料为QT45-5。考虑零件在机床运行过程中所受冲击不大,零件结构又比较简单,生产类型为单件生产,故选择木摸手工砂型铸件毛坯。查工程材料与成形技术基础第119页表2-12,选用铸件尺寸公差等级为CT-12。(二)确定铸件加工余量及形状:查机械制造技术基础课程设计第19页表2.9,选用加工余量为MA-H级,并查表2.10确定各个加工面的铸件机械加工余量,铸件的加工余量,如下表2.1所示:表2.1 叉杆机械加工余量及铸件加工余量 mm加工表面基本尺寸加工余量等级加工余量说明拨叉头左右端面40H孔降一级双侧加工拨叉脚内表面R23H5单侧加工拨叉脚两端面12H5单侧加工拨叉头孔H5单侧加工(三)绘制零件图:
4、该零件的零件图如下图2-1所示:图2-1 X62W叉杆零件图三、工艺规程设计(一)选择定位基准:基准面的选择包括精基准的选择和粗基准的选择,是零件工艺规程设计中重要的环节之一。基准面的选择如果正确合理,可以使零件的加工质量得到保证,生产效率得到很大的提高。如果不合理,加工工艺过程中就会出现这样那样的问题,甚至还会造成零件的大批报废,使生产无法正常进行。1、粗基准的选择:根据所学知识可知:对于一个零件而言,尽可能选择不加工表面为粗基准。而对于有若干个不加工表面的工件,则应以与加工表面要求相对位置精度较高的不加工表面为粗基准。根据这个基准选择原则,现选择孔的不加工外轮廓表面作为粗基准,利用一组共两块V形块支承的外轮廓表面,可以限制5个自由度,再以一个销钉限制最后一个自由度,达到完全定位后,即可进行铣削。2、精基准的选择:考虑到要保证零件的加工精度和装夹的准确方便,应依据“基准重合”原则和“基准统一”原则。(二)制定工艺路线工艺路线的制定是制定工艺规程的总体布局,包括确定加工方法、划分加工阶段、决定工序的集中于分散、加工顺序的安排以及安排热处理、校验及其他辅助工序(去毛刺、倒角等)。它不但影
《机械制造技术基础课程设计说明书X62W叉杆零件的机械加工工艺规程及工艺装备设计》由会员枫**分享,可在线阅读,更多相关《机械制造技术基础课程设计说明书X62W叉杆零件的机械加工工艺规程及工艺装备设计》请在金锄头文库上搜索。
湛江电解铜箔技术应用项目商业计划书【范文】

办公室工作总结房管局办公室工作总结例文
内蒙古巴彦淖尔市磴口县九年级语文上学期期末考试试题无答案新人教版
玻璃工程质量通病和预防
电缆敷设规范超强研究材料
八年级语文上册第三单元15说“屏”同步练习无答案新版新人教版0722126
保密工作管理制度

城市实用版的房屋租赁合同.doc
简易商铺租赁合同书标准范文(八篇).doc
供应商管理该沪深要求
关于设立民办文山学院附属学校的可行性报告
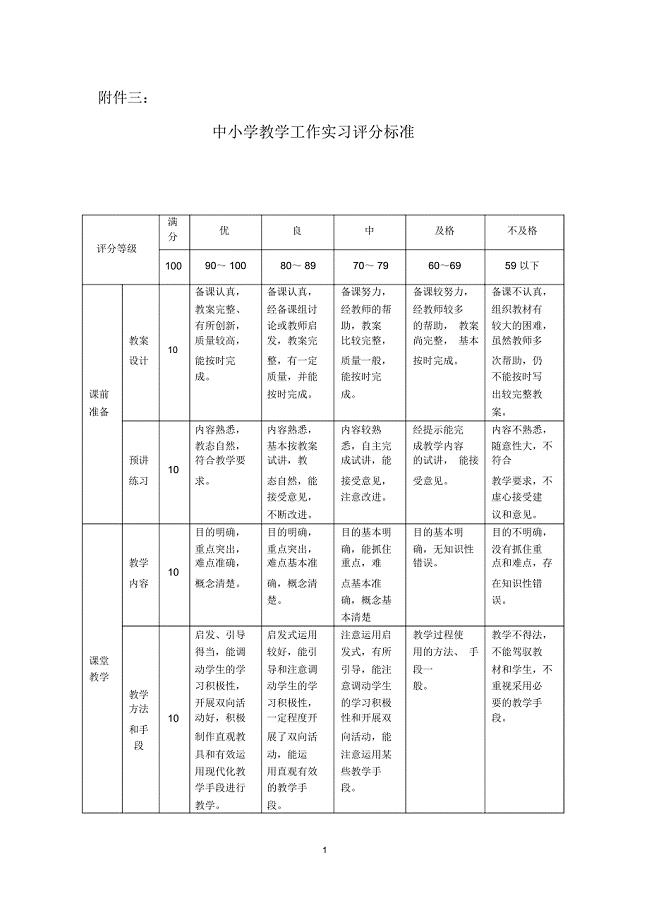
湛师基础教育学院教育实习工作条例-岭南师范学院基础教育学院
2023高三学生自我鉴定通用15篇
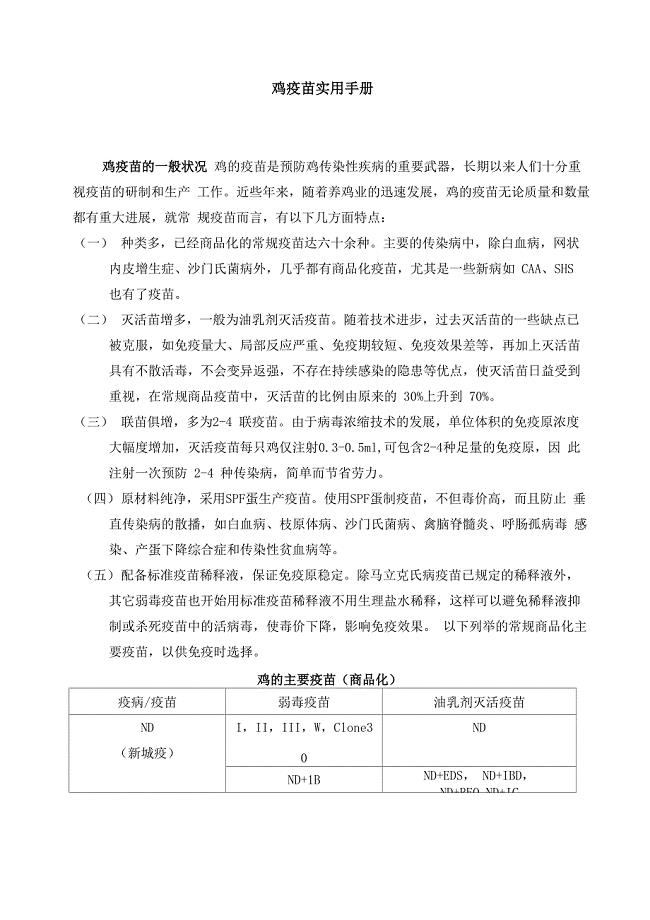
鸡疫苗实用手册
2023实习生保险公司实习报告总结(4篇).doc
大学生防骗心得体会
2023学年度第二学期三年级语文教学工作总结(2篇).doc
前台文员实习报告
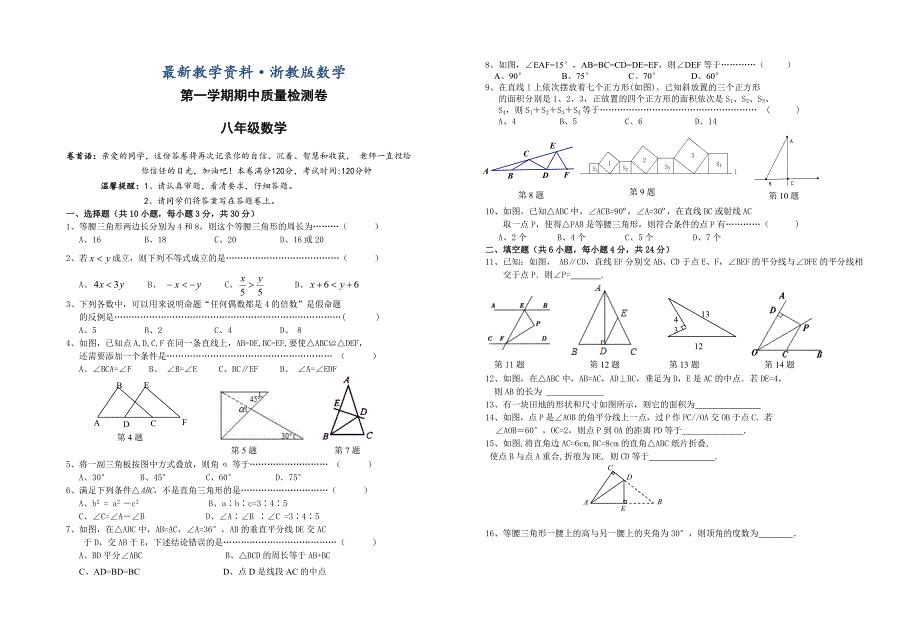
最新浙教版数学八年级第一学期期中质量检测试卷含答案
水中大肠菌群的培养
 办公自动化系统项目计划
办公自动化系统项目计划
2023-04-16 22页
质量保证体系和控制措施
2023-03-27 29页
伤寒与副伤寒
2022-08-27 7页
E算量软件解决问题集
2023-05-13 15页
黄牛买卖合同样本
2023-02-26 5页
留守儿童帮扶计划书
2022-11-24 18页
税收会计存在不足
2022-09-23 2页
拓扑建立于配置wireshark使用及终端注册
2023-04-27 4页
横向科研项目业务费报销办法
2023-07-07 2页
护士面试技巧
2023-04-05 6页