
一减速机壳加工工艺及夹具设计资料
50页
1、攀枝花学院毕业设计(论文) 内容摘要:在生产过程中,使生产对象(原材料,毛坯,零件或总成等)的质和量的状态发生直接变化的过程叫 工艺过程,如毛坯制造,机械加工,热处理,装配等都称之为工艺过程。在制定工艺过程中,要确定各工 序的安装工位和该工序需要的工步,加工该工序的机车及机床的进给量,切削深度,主轴转速和切削速 度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间,辅助时间和工 作地服务时间。关键词:工序,工位,工步,加工余量,定位方案,夹紧力Abstract :Enable producing the target in process of production (raw materials, the blank , state of quality and quantity on part become always ) take place direct course of change ask craft course, if the blank is made, machining, heat treatment , assemble etc. a
2、nd call it the craft course. In the course of making the craft , is it confirm every erector location and worker step that process need this of process to want, the locomotive of processing , this process , and the entering the giving amount of the lathe, cut depth , the rotational speed of the main shaft and speed of cutting, the jig of this process, the cutter and measuring tool, a one hundred sheets of number of times still leaves and a one hundred sheets of length leaves, calculate basic tim
3、e of this process , auxiliary time and service time of place of working finally.Keyword:The process, worker one, workers step , the surplus of processing, orient the scheme , clamp strength目 录摘要Abstract第一章绪论 3第二章零件的工艺分析 32.1 零件的工艺分析 32.2 确定毛坯的制造形式 32.3 箱体零件的工艺性 3第三章拟定箱体加工的工艺路线 33.1 定位基准的选择 33.2 加工路线的拟定 4第四章加工余量,工序尺寸及毛坯尺寸的确定 64.1 机盖 64.2 机座 74.3 机体 8第五章确定切削用量及基本工时 95.1 机盖 95.2 机座 145.3 机体 23第六章夹具设计 346.1 粗铳下平面夹具 346.2 粗铳前后端面夹具 36参考文献 40结论 41附录 42外文资料及译文 47附件零件图和夹具图及加工工艺卡第一章:概述箱体零件是机器或部件的基础零件,它把有关
4、零件联结成一个整体,使这些零件保持正确的相对位置,彼 此能协调地工作.因此,箱体零件的制造精度将直接影响机器或部件的装配质量,进而影响机器的使用性能和寿命.因而箱体一般具有较高的技术要求 .由于机器的结构特点和箱体在机器中的不同功用,箱体零件具有多种不同的结构型式,其共同特点是:结构形状复杂,箱壁薄而不均匀,内部呈腔型;有若干精度要求较高的平面和孔系,还有较多的紧固螺纹孔等.箱体零件的毛坯通常采用铸铁件.因为灰铸铁具有较好的耐磨性,减震性以及良好的铸造性能和切削性 能,价格也比较便宜.有时为了减轻重量,用有色金属合金铸造箱体毛坯(如航空发动机上的箱体等).在单件小 批生产中,为了缩短生产周期有时也采用焊接毛坯 .毛坯的铸造方法,取决于生产类型和毛坯尺寸.在单件小批生产中,多采用木模手工造型;在大批量生产中 广泛采用金属模机器造型,毛坯的精度较高.箱体上大于3050mm的孔,一般都铸造出顶孔,以减少加工余量 第二章:零件工艺的分析2.1 零件的工艺分析2.1.1 要加工孔的孔轴配合度为H7,表面粗糙度为 Ra小于1.6um,圆度为0.0175mm,垂直度为0.08mm,同轴度为0.02m
《一减速机壳加工工艺及夹具设计资料》由会员壹****1分享,可在线阅读,更多相关《一减速机壳加工工艺及夹具设计资料》请在金锄头文库上搜索。
巩固发展创建文明城市工作情况汇报
留守儿童帮扶计划书
药品补充申请办事指南优秀范文五篇
初级银行从业《风险管理》考前(难点+易错点剖析)押密卷答案参考90
新教材八年级数学上册 1.1.1 探索勾股定理教学案北师大版
2023年农村房屋转让合同(份范本)
驾驶员年终工作总结范本(5篇).doc
2022年11月广东外语外贸大学门诊部公开招聘1名非事业编制工作人员笔试参考题库(答案解析)

购买土地合同样本(九篇).doc

小学一年级下学期少先队工作总结
小学六年级数学列方程解稍复杂的分数应用题教案
县领导城市管理会议讲话模板(2篇)
云南省迪庆州香格里拉中学2019-2020学年高一物理上学期期末考试试题
环保的工作总结范文5篇

黑龙江医保服务项目可研报告【参考模板】
临水临电专项施工方案
二手车买卖合同协议书范文(六篇)
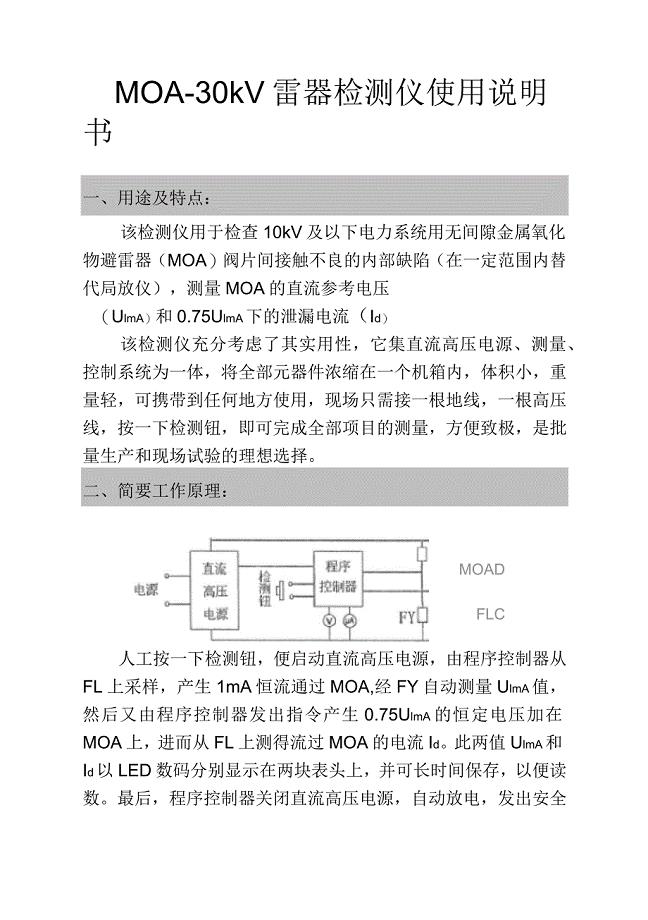
MOA-30KV避雷器检测仪使用说明书
开幕式表演解说词

×××农电局供电所制度
 高一历史必修1知识点高一政治生活必修2知识点
高一历史必修1知识点高一政治生活必修2知识点
2024-01-22 5页
网络营销如何做好网络在线销售客服工作
2023-08-16 6页
酒店安全防范管理制度
2023-09-04 17页
工程模板施工方案
2023-05-19 40页
人教版小学一年级数学下册单元试题(含期中及套期末)全册
2023-05-12 54页
高二政治教案求索真理的历程
2022-08-24 2页
MOA-30KV避雷器检测仪使用说明书
2023-01-03 6页
摄影测量学复习资料全
2023-04-24 10页
超市各部门管理流程图(DOC 31)4
2023-03-23 47页
海外校友会简章
2023-06-29 2页