
数控车床加工中刀具补偿的应用
27页
1、刀具半径补偿在数控车削中的应用摘要:全面简介了数控车床加工过程中的刀具补偿,并且对数控车床不具有刀具半径补偿功能时的刀具补偿计算措施进行了论述。数控车削刀具半径补偿是数控系统中的重要功能, 对的地使用该功能, 在数控车削加工实践中能起到保证产品质量和提高生产效率的作用。通过刀具半径补偿的矢量分析和应用,简介刀具半径补偿在数控车削编程加工中的对的使用措施。核心词:数控车床;加工;刀具补偿Asrc: cmehensive ntrodio f NC lthe macing prces, andte ble mpensatin for CNC latetolra cmensationunctindoes no ve e blecopensatin cacultion meth is disussed in thi pae. The numeic conrl tuning toolradius compenation isthemprnt fuction f CC sste, crrectl she fnction, in th nueal ontrol trnin pcessngpractie
2、an ply toensrt proucqualty and imove produtio effciey.hrough t compenation or te too raus vecor nysisandappliatins inrouced, nd the ool rius copsaionin the numeric cotrl turing ocssg hcorrectuse ofprogamin metho ewods: CNlahe, Processing; Blde comnsating 前言数控车床一般持续实行多种切削加工,刀架在换刀时前一刀具刀尖位置和新换的刀具位置之间会产生差别,刀具安装也存在误差、刀具磨损和刀尖圆弧半径等误差,若不运用刀具补偿功能予以补偿,就切削不出符合图样规定形状的零件。此外,合理运用刀具补归还可以简化编程。数控车床的刀具补偿可分为两类,即刀具位置补偿和刀具半径补偿。在车削过程中,刀尖圆弧半径中心与编程轨迹会偏移一种刀尖圆弧半径值r,用指令补偿因刀尖半径引起的偏差的这种偏置功能,称为刀具半径补偿。 具有补偿功能的数控车,编程时,不用计算刀尖半径
3、中心轨迹,只要按工件轮廓编程即可(按照加工图上的尺寸编写程序);在执行刀具半径补偿时,刀具会自动偏移一种刀具半径值;当刀具磨损,刀尖半径变小;刀具更换,刀尖半径变大时,只需更改输入刀具半径的补偿值,不需修改程序。补偿值可通过手动输入方式,从控制面板输入,数控系统自动计算出刀具半径中心运动轨迹。第一章 刀具半径补偿的简介一. 刀具半径补偿 .刀具半径补偿的概念正像使用了刀具长度补偿在编程时基本上不用考虑刀具的长度同样,由于有了刀具半径补偿,我们在编程时可以不要考虑太多刀具的直径大小了。刀长补偿对所有的刀具都合用,而刀具半径补偿则一般只用于铣刀类刀具。当铣刀加工工件的外或内轮廓时,就用得上刀具半径补偿,当用端面铣刀加工工件的端面时则只需刀具长度补偿。由于刀具半径补偿是一种比较难以理解和使用的一种指令,因此在编程中诸多人不肯使用它。但是我们一旦理解和掌握了它,使用起来对我们的编程和加工将带来很大的以便。当编程者准备编一种用铣刀加工一种工件的外形的程序时,一方面要根据工件的外形尺寸和刀具的半径进行细致的计算坐标值来明确刀具中心所走的路线。此时所用的刀具半径只是这把铣刀的半径值,当辛辛苦苦编完程
4、序后发现这把铣刀不太适合要换用其她直径的刀具,编程员就要不辞辛苦地重新计算刀具中心所走的路线的坐标值。这对于一种简朴的工件问题不太大,对于外形复杂的模具来说重新计算简直是太困难了。一种工件的外形加工分粗加工和精加工,这样粗加工程序编好后也就是完毕了粗加工。由于通过粗加工,工件外形尺寸发生了变化,接下来又要计算精加工的刀具中心坐标值,工作量就更大了。此时,如果用了刀具半径补偿,这些麻烦都迎刃而解了。我们可以忽视刀具半径,而根据工件尺寸进行编程,然后把刀具半径作为半径补偿放在半径补偿寄存器里。临时更换铣刀也好、进行粗精加工也好,我们只需更改刀具半径补偿值,就可以控制工件外形尺寸的大小了,对程序基本不用作一点修改。 2.刀具半径补偿的使用 刀具半径补偿的使用是通过指令G41、2来执行的。补偿有两个方向,即沿刀具切削进给方向垂直方向的左面和右面进行补偿,符合左右手定则;G4是左补偿,符合左手定则;G2是右补偿,符合右手定则,如图3所示。图3刀具半径补偿使用的左右手定则在使用G、G42进行半径补偿时,应特别注意使补偿有效的刀具移动方向与坐标。刀具半径补偿的起刀位置很重要,如果使用不当刀具所加工的
《数控车床加工中刀具补偿的应用》由会员枫**分享,可在线阅读,更多相关《数控车床加工中刀具补偿的应用》请在金锄头文库上搜索。
湛江电解铜箔技术应用项目商业计划书【范文】

办公室工作总结房管局办公室工作总结例文
内蒙古巴彦淖尔市磴口县九年级语文上学期期末考试试题无答案新人教版
玻璃工程质量通病和预防
电缆敷设规范超强研究材料
八年级语文上册第三单元15说“屏”同步练习无答案新版新人教版0722126
保密工作管理制度

城市实用版的房屋租赁合同.doc
简易商铺租赁合同书标准范文(八篇).doc
供应商管理该沪深要求
关于设立民办文山学院附属学校的可行性报告
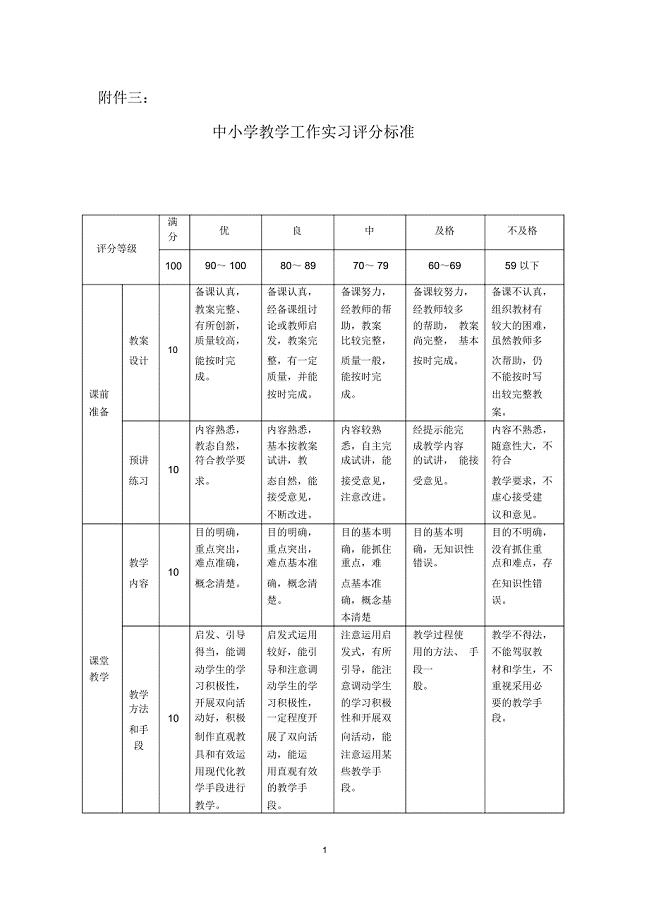
湛师基础教育学院教育实习工作条例-岭南师范学院基础教育学院
2023高三学生自我鉴定通用15篇
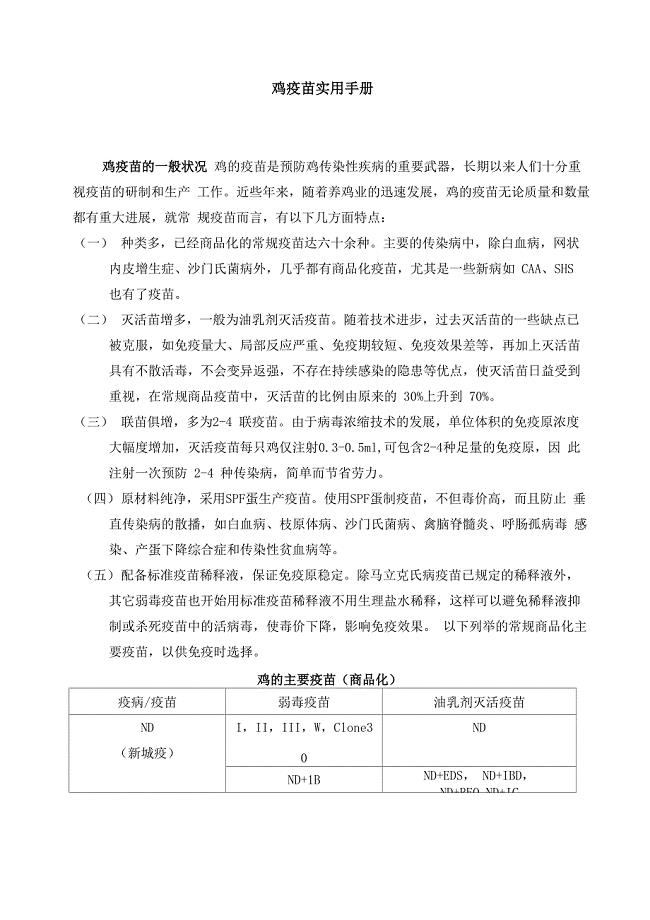
鸡疫苗实用手册
2023实习生保险公司实习报告总结(4篇).doc
大学生防骗心得体会
2023学年度第二学期三年级语文教学工作总结(2篇).doc
前台文员实习报告
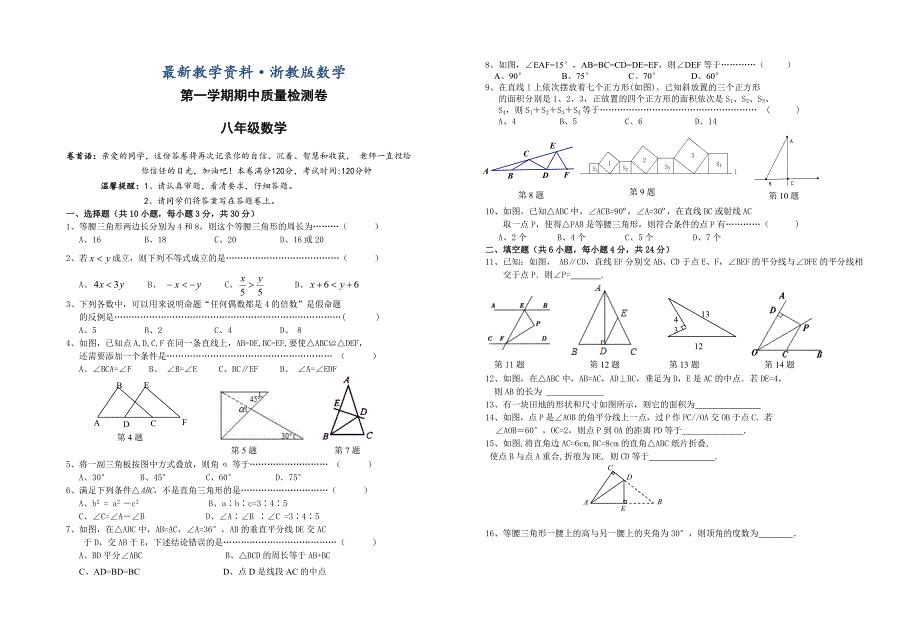
最新浙教版数学八年级第一学期期中质量检测试卷含答案
水中大肠菌群的培养
 高校邦军事理论答案
高校邦军事理论答案
2023-01-14 12页
现场施工手册(精装修验收标准)
2023-03-10 17页
秘书办事的10大技巧.doc
2023-07-04 5页
胜任力分级素质词典
2023-07-04 12页
2023年本领过硬练就过硬本领点亮青春梦想
2023-05-06 4页
为了食品药品安全目标责任书
2022-10-08 4页
2023年最新租赁协议书模板(九篇)(完整)
2023-08-15 36页
女友道歉信3篇(女友道歉信文章)
2023-11-07 6页
国际远洋货运项目商业计划书案例
2023-09-25 66页
贷款数学建模终极版k
2024-02-28 23页