
【施工方案】窑尾钢塔架施工方案(DOC 31页)
34页
1、施 工 方 案 报 审 表 工程名称:山西代县宏威水泥厂4500T/D技改工程 致:山西代县宏威水泥厂建设项目指挥部(建设单位)合肥中亚监理公司山西代县宏威监理项目部(监理单位)我方已根据施工合同有关规定完成了 窑尾钢塔架制作及安装工程施工方案的编制,并经我单位上级技术负责人审批,请予以审查。附:施工组织设计(方案)27页。承包单位(章) 项目经理 日 期 专业监理工程师审查意见: 专业监理工程师 日 期 总监理工程师审核意见:项目监理机构 总监理工程师 日 期 代县宏威水泥有限责任公司4500t/d新型干法水泥孰料生产线机电设备安装工程窑尾钢支架制作、安装技术方案编制 审核批准四川新川江安装工程有限公司第六项目部二零一二年十月1、窑尾钢支架制作技术方案1。1。概述窑尾预热器钢结构框架主要用于支承预热器、分解炉和相关管线,属于独立、高层、重载钢结构组合式建筑,质量要求高,因此在钢结构框架的制造中必须严格质量管理,对材料及外购件实行严格控制,必须采用先进的制造工艺和检测手段,确保钢结构框架的制造质量。窑尾预热器钢结构框架的主要组成部分有底座、立柱、圈梁、斜支撑、承重主梁、平台梁、钢平台、
2、操作平台、梯子和栏杆等。1.2。质量标准1。2.1 钢结构框架设计制造图、资料及相关技术要求.1.2.2 GB700-88碳素结构钢技术条件1.2.3 GB159-88低合金结构钢技术条件1.2。4 GB5117-85碳钢焊条1。2.5 GB1300-77焊接用焊丝1。2.6 GBER49-1CO2气体保护焊丝1。2。7 GB50205-95钢结构工程施工及验收规范1。2.8 GB363395钢结构用扭剪型高强度螺栓技术条件1。2.9 GB/P1228123191钢结构用大六角头螺栓、大六角螺母、垫圈形式尺寸及技术条件1。3.技术准备1。3。1 与设计院、建设单位进行技术交底,技术文件会审。1.3.2 对设计院提供的设计图纸消化后进行施工生产图设计分解、审核。1。3。3 编制各制造零部件的质量标准及验收规范。1.3。4 编制生产工艺规程。1。3.5 编制主、辅料采购供应计划.1。3。6 编制生产综合进度计划。1.3.7 编制预组装技术方案。1。3。8 编制包装、发运方案计划。1。3。9 设计制造用胎模具,并准备实施制造.1.4。制作现场准备为了起吊安装方便,减少短途运输,制作工场选择在
3、距离窑尾30m范围内,面积约300m2的平地作为制作工场,经平整夯实后,铺设钢平台,安装下料设备、卷板机、钻床、气割设备、电焊机、台式砂轮机、多功能折边机、液压弯管机、空压机、超声波探伤仪、配电箱等设备.并搭设临时工棚防雨.1。5。预热器框架主要构件工艺流程备料放样、划线、切割下料矫正、成型-边缘加工检验制孔组装点焊-检验焊接-检验结合端面铣平磨擦面处理喷砂除锈-预拼装检验-油漆编号-钢结构件验收包装发运。1.6.备料按照ISO9002质量管理体系及质量保证手册、程序文件的要求,择优选择材料供应商。按计划采购保证生产需要。原材料及外购标准件到场时均应有材质证明书及合格证明书,并应核对其品种、型号、规格。钢材规格检查用钢尺或卡尺,必要时应进行材质化验。高强度螺栓按规范抽检必须达到标准和设计要求,否则有权拒绝使用。1。7。放样、划线及下料1。7。1 放样和号料应根据工艺要求预留制作和安装时的焊接收缩余量及切割、刨边和铣平等加工余量。1.7.2 放样和样板(样杆)的允许偏差应符合表11的规定。放样和样板(样杆)的允许偏差 表1-1项 目允 许 偏 差平行线距离和分段尺寸0。5mm对角线差1。
《【施工方案】窑尾钢塔架施工方案(DOC 31页)》由会员大米分享,可在线阅读,更多相关《【施工方案】窑尾钢塔架施工方案(DOC 31页)》请在金锄头文库上搜索。

安宁疗护在癌性疼痛患者中的护理作用
共源级放大器的电路设计及版图实现
六年级语文教研组工作计划范文(四篇).doc
第二季度个人工作总结精编版(3篇).doc

手机摄像头制造(手机摄像用光学镜头)项目资金申请报告写作模板
2011年山东大学材料学科硕士研究生考试真题(物理化学)
这样想象真有趣作文7篇(关于这样想象真有趣的作文)
附期限赠与合同
医务科工作计划例文(2篇).doc
abs企业管理制度文本大全
2021银行年终总结
高桩码头施工质量控制指导性意见
可爱的小动物作文
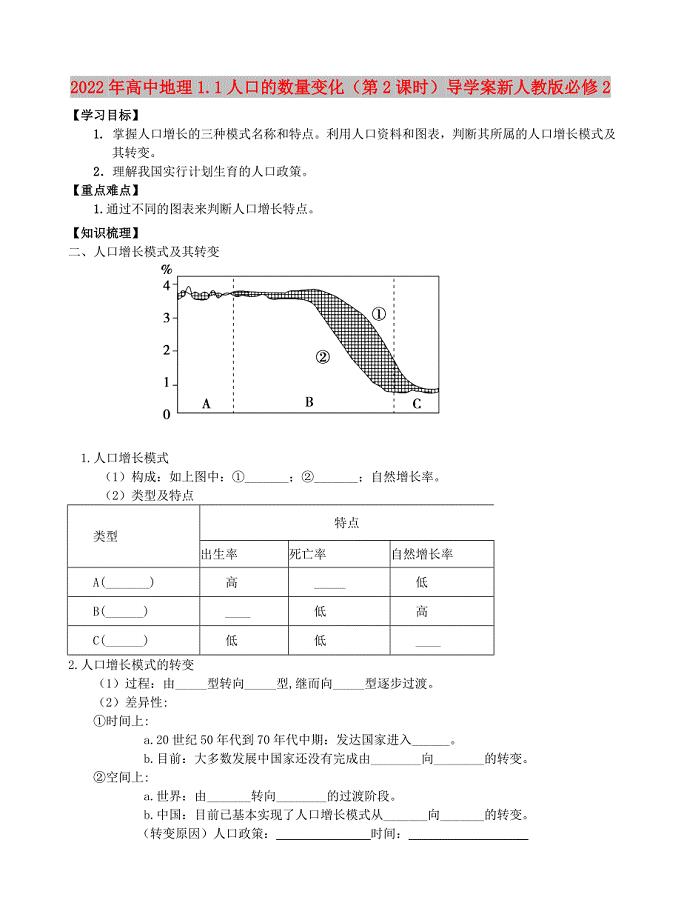
2022年高中地理1.1人口的数量变化(第2课时)导学案新人教版必修2

工地用水计算1

高中数学初试试讲题目
创业公司股权激励方案利润分红型
关庄镇新农村建设情况的
2023电工年终工作总结参考范文(5篇)
网络商城运营项目的商业策划书
 清洁生产及工业废水综合治理工程可行性研究报告(DOC 61页)
清洁生产及工业废水综合治理工程可行性研究报告(DOC 61页)
2022-08-01 61页
一年级星级评价细则及表格
2023-01-19 8页
中建施工现场临时用电施工组织设计【整理版施工方案】(DOC 21页)
2023-10-08 21页
冷却水温度检测系统课程设计说明书-毕业论文
2022-12-08 33页
工程监理规划范例
2023-11-10 43页
高中数学北师大版必修5 第一章3.2第二课时 等比数列的性质 作业 Word版含解析
2023-10-04 4页
影响人际吸引的各种因素
2023-07-26 6页
毕业设计实验气动夹紧装置控制面板设计与制作
2023-08-02 56页
墙面干挂石材施工工艺标准【方案】(DOC 33页)
2023-07-09 36页
SCD200型施工升降机施工组织设计
2023-05-16 17页