
毕业设计(论文)-洗手液压盖注塑成型工艺及模具设计(全套图纸)
17页
1、XXX大学目 录1. 零件分析及模具结构设计31.1 零件的作用31.2 材料的选择32. 注射机的选用及校核42.1 注射机的选用42.1.1 制品的体积估算42.1.2 根据体积选注射机43塑料制件在模具中的位置53.1 分型面的确定53.2 型腔数量及排列方式53.3 成型零件的设计63.4 成型零件工作尺寸的计算63.5 型腔径向方向上的尺寸计算63.6 型腔深度方向上的尺寸计算73.7 模具型腔侧壁和底板厚度的计算74. 浇注系统设计84.1 主流道设计84.2 冷料井设计94.3 分流道设计94.4 浇口设计104.5 注射机注射量的校核114.5.1 锁模力的校核114.5.2 最大注射压力的校核124.6 注射机安装模具部分的尺寸校核124.6.1 喷嘴尺寸124.6.2 定位孔尺寸134.6.3 模具厚度与注射机模板闭厚度134.6.4 开模行程的校核135. 脱模机构的设计145.1 脱模力的计算145.2 推管直径的计算155.3 推管应力校核166. 合模导向机构的设计167. 温度调节系统的设计177.1 模具冷却水管道直径187.2 冷却水管总的传热面积18
2、7.3 模具上开设的冷却通道的孔数188. 模板的选用19参考文献19洗手液压盖注塑成型工艺及模具设计摘要:本文设计了洗手液压盖注塑成型工艺及模具设计。该零件选用ABS,质量轻,化学稳定性高。ABS齿轮具有较高的力学强度和刚性,优良的耐磨性,自润滑性、耐疲劳性及耐热性,可在中等载荷、较高温度无润滑或少润滑下使用。通过计算设计了注塑模具的成型结构、脱模机构、浇注系统等方面,并进行了塑件上、下模的仿真加工,生成刀具路径。该模具结构小巧而紧凑,运行顺畅无阻。全套图纸,加153893706关键词:注塑模具 脱模机构 刀具 路径Abstract:This article designed a planet gear to cast the mold. This componentsselect ABS, the quality lightly, the chemical stability is high. TheABS gear has the higher mechanics intensity and the rigidity, thefine resistance to wear, th
3、e nature, bears weariness and thethermal stability, may in the medium load, a higher temperature nothave under the lubrication or the few lubrications uses. Designedthrough the computation has cast the mold to take shape the structure,the drawing of patterns organization, pours aspect and so on system,and carried on has modelled on, the stamping die simulationprocessing, produced the cutting tool way. This mold structureexquisite and compact, the movement smooth is unimpeded。Key words: plastic i
4、njection mould mould cavity The knife have Path 1. 零件分析及模具结构设计1.1 零件的作用该零件为一个旋转抽芯的塑胶复杂模具,其用于洗发水瓶,但要求抽芯时顺畅无阻碍。该零件在模具开模时分为两次开模,这样可以对塑料制品表面及外观光亮,精度高,该制品第一次抽芯时上模运动下模定距移动达到开模,按照其工作要求,其精度等级可选用一般精度等级。1.2 材料的选择根据零件工作要求及其精度等级,该零件选用ABS塑料成型。ABS材质具有较高的力学强度和刚性,优良的耐磨性,自润滑性、耐疲劳性及耐热性,可在中等载荷、较高温度无润滑或少润滑下使用。表2-20塑料精度等级的选用,ABS的一般精度要求为5级。表1.1 ABS的成型条件密度计算收缩率(%)加热前料筒温度()模具温度成型压力预热后处理宜用注射机类型1.151.52.2喷嘴料筒前部料筒中部料筒后部8070120温度时间方法温度时间宜用螺杆式注射机,螺杆带止回环,喷嘴宜用自锁式2652602502401001101216油、水、盐水9010042. 注射机的选用及校核2.1 注射机的选用2.1.1 制品
《毕业设计(论文)-洗手液压盖注塑成型工艺及模具设计(全套图纸)》由会员人***分享,可在线阅读,更多相关《毕业设计(论文)-洗手液压盖注塑成型工艺及模具设计(全套图纸)》请在金锄头文库上搜索。
高二下学期政治教学计划(四篇).doc

在全镇人口和计划生育工作会上的讲话(2篇).doc
教育人事工作总结范文

2022年湖南省建筑施工企业安管人员安全员C2证土建类资格证书考前(难点+易错点剖析)押密卷附答案21

建筑工程施工班组劳务合同范文(9篇).doc
必备工作方案范文汇编10篇
玻璃行业企业生产安全风险分级管控体系建设实施的指南
学校道路施工组织设计方案

防雷安全小知识
好来登酒店模式
职工自己可以申请工伤认定吗
PCR实验室标准作业规程
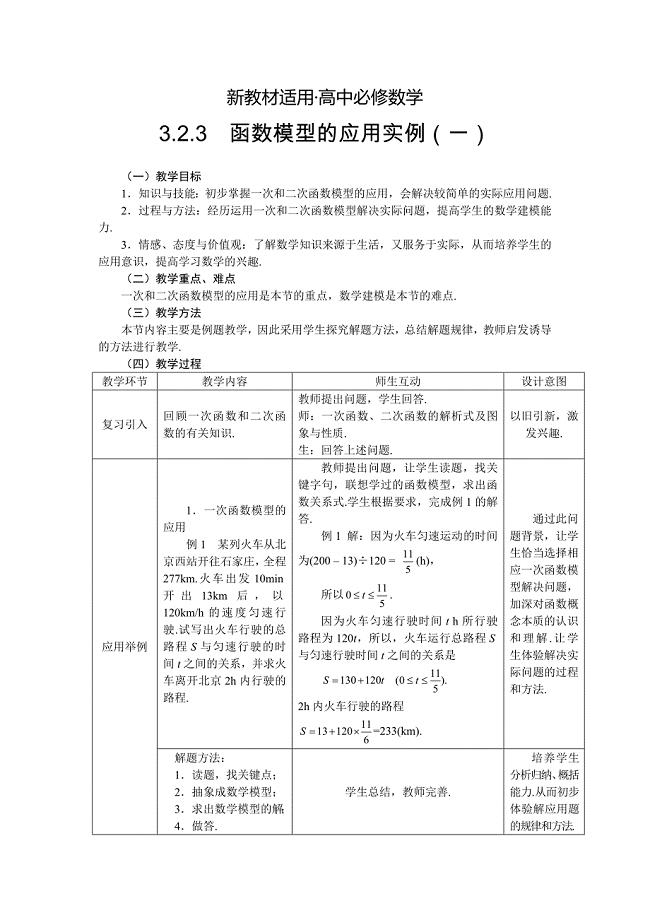
【最新教材】人教A版数学必修一3.2.3函数模型的应用实例1教案
宿迁储存压力容器项目可行性研究报告(范文参考)
2022年节的小学优秀作文600字3篇
美术特长班教师竞聘演讲稿
三年级语文第二单元
英才学校小升初测试题知识讲解
初一今天的儿童节作文
物业保安年度工作安排
 中小企业绩效考核的问题及对策研究
中小企业绩效考核的问题及对策研究
2022-10-13 28页
战略营销和营销策略根本问题和基本前提 市场营销专业
2023-06-05 12页
论女性劳动者就业均衡分析
2022-08-31 19页
全自动洗衣机控制系统设计
2023-06-09 29页
毕业设计(论文)-波形发生器设计
2023-04-13 16页
德春机械制造有限公司库存
2022-08-01 21页
计算机技术下会计稽核作业的问题与对策
2022-08-08 4页
城市社会学2017
2023-04-15 14页
浅谈企业文化对企业发展的影响——以无锡小天鹅股份有限公司为例
2022-07-21 20页
毕业设计(论文)-四层框架结构办公楼施工组织设计
2023-06-13 46页