
模具课程设计-带凸台塑料盖注塑模具设计(全套图纸)
26页
1、引 言本说明书为塑料注射模具设计说明书,是根据塑料模具手册上的设计过程及相关工艺编写的。本说明书的内容包括:目录、课程设计指导书、课程设计说明书、参考文献等。编写本说明书时,力求符合设计步骤,详细说明了塑料注射模具设计方法,以及各种参数的具体计算方法,如塑件的成型工艺、塑料脱模机构的设计。本说明书在编写过程中,得到老师和同学的大力支持和热情帮助,在此谨表谢意。全套图纸,加153893706第一章 塑件工艺分析1.1塑件分析 图1-1 塑件 此件为聚丙烯(PP)塑件,要求大批量生产。1.2塑件工艺性分析(1) PP的性能特点与用途比重小,强度、刚性、耐热性均优于HDPE,可在100C左右使用。具有优良的耐腐蚀性,良好的高频绝缘性,不受湿度影响。但低温变脆,不耐磨,易老化。适于制作一般机械零件、耐腐蚀零件和绝缘零件如板、片、透明薄膜、绳、绝缘零件、汽车零件、阀门配件、日用品等。使用温度10120C。(2) 成型特点 1. 结晶性料,吸湿性小,可能发生熔体破裂,长期与热金属接触易发生分解2. 流动性极好,溢边值0.03左右3. 冷却速度快,浇注系统及冷却系统散热应适度4. 成型收缩范围大,收
2、缩率大,易发生缩孔、凹痕、变形,取向性强5. 注意控制成型温度,料温低取向性明显,尤其低温高压时更明显。模具温度低于50C以下塑件无光泽,易产生熔接痕、流痕;90C以上时易发生翘曲、变形6. 塑件应壁厚均匀,避免缺口、尖角,以防止应力集中(3) PP的注射工艺参数(1) 注射机:螺杆式(2) 螺杆转速(n/(r/min):48(3) 料筒温度(t/):前段200220 中段180200 后段160180(4) 喷嘴形式:直通式(5) 模具温度():8090(6) 注射压力(MPa):70100(7) 成型时间(s):注射时间2060;高压时间03;冷却时间2090;总周期50160.表1-2 PP的主要性能指标密度 g/cm0.900.91弹性模量MPa比容cm/g1.101.11弯曲强度MPa67.5吸水率%(24h)0.010.03硬度HB8.65 R95105收缩率%1.03.0体积电阻率.cm1016熔点C170176冲击韧度Kj*m-2 无缺口78缺口3.54.8热变形温度C102115冲击强度kJ/m30抗拉屈服强度MPa37第2章 拟定模具结构形式2.1 分型面位置的确定
3、 分开模具取出塑件的面称为分型面;注射模有一个分型面或多个分型面,分型面的位置,一般垂直于开模方向。分型面的形状有平面和曲面等,但也有将分型面作倾斜的平面或弯折面,或曲面,这样的分型面虽加工难,但型腔制造和制品脱模较易。有合模对中锥面的分型面,分型面自然也是曲面。选择分型面时,应考虑的基本原则:1) 分型面应选在塑件外形最大轮廓处当已经初步确定塑件的分型方向后分型面应选在塑件外形最大轮廓处,即通过该方向塑件的截面积最大,否则塑件无法从形腔中脱出。2) 确定有利的留模方式,便于塑件顺利脱模从制件的顶出考虑分型面要尽可能地使制件留在动模边,当制件的壁相当厚但内孔较小时,则对型芯的包紧力很小常不能确切判断制件中留在型芯上还是在凹模内。这时可将型芯和凹模的主要部分都设在动模边,利用顶管脱模,当制件的孔内有管件(无螺纹连接)的金属嵌中时,则不会对型芯产生包紧力。3) 保证制件的精度和外观要求与分型面垂直方向的高度尺寸,若精度要求较高,或同轴度要求较高的外形或内孔,为保证其精度,应尽可能设置在同一半模具腔内。因分型面不可避免地要在制件中留下溢料痕迹或接合缝的痕迹,故分型面最好不选在制品光亮平滑的外
4、表面或带圆弧的转角处。4) 分型面应使模具分割成便于加工的部件,以减少机械加工的困难。5) 不妨碍制品脱模和抽芯。在安排制件在型腔中的方位时,要尽量避免与开模运动相垂直方向的避侧凹或侧孔。6) 有利于浇注系统的合理处置。7) 尽可能与料流的末端重合,以利于排气。本次设计产品的分型面在塑件上一目了然,分型面设在塑件的大口端面处。综和以上信息此件分型面位置如下图:图2-1 塑件分型面图2.2 确定型腔数量及排列方式型腔指模具中成形塑件的空腔,而该空腔是塑件的负形,除去具体尺寸比塑料大以外,其他都和塑件完全相同,只不过凸凹相反而己。注射成形是先闭模以形成空腔,而后进料成形,因此必须由两部分或(两部分以上)形成这一空腔型腔。其凹入的部分称为凹模,凸出的部分称为型芯。1) 型腔数量的确定其数目的决定与下列条件有关:(1) 塑件尺寸精度型腔数越多时,精度也相对地降低,1、2 级超精密注塑件,只能一模一腔,当尺寸数目少时,可以一模二腔。3、4 级的精密级塑件,最多一模四腔。(2 )模具制造成本多腔模的制造成本高于单腔模,但不是简单的倍数比。从塑件成本中所占的模具费比例看,多腔模比单腔模具低。(3)
《模具课程设计-带凸台塑料盖注塑模具设计(全套图纸)》由会员人***分享,可在线阅读,更多相关《模具课程设计-带凸台塑料盖注塑模具设计(全套图纸)》请在金锄头文库上搜索。
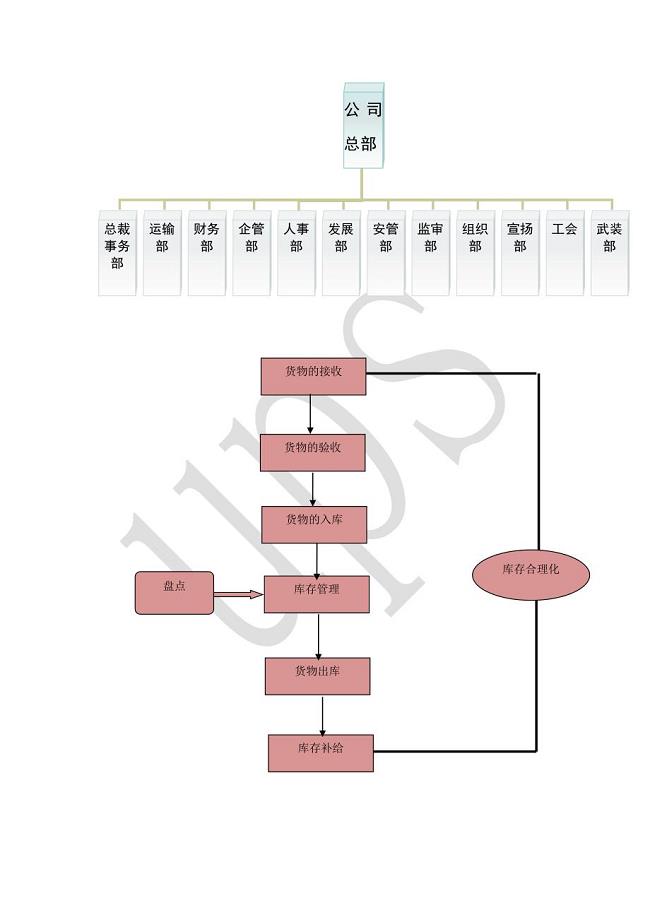
物流工作流程图大全集
住宅工程质量通病控制方案与施工措施
超超临界百万机组辅机运行规程
美丽的油菜花小学生作文整理21篇油菜花小学作文
公开密钥加密算法RSA的Matlab实现毕业论文
建筑公司工地传染病防控应急预案
金属非金属矿山安全检查作业(小型露天采石场)安全生产考核内容及模拟试题附答案参考12
中医执业医师医学伦理学2
![先简支后连续30米t梁技巧交底[资料]](https://union.152files.goldhoe.com/2023-6/12/fb4e4a7b-eaa9-4318-b902-4f05168cfa84/pic1.jpg)
先简支后连续30米t梁技巧交底[资料]
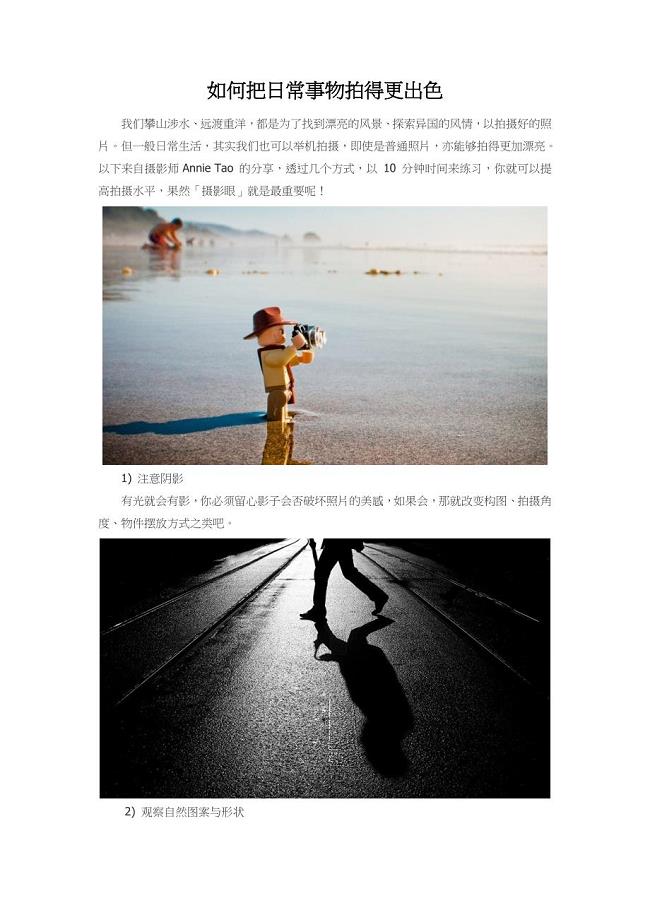
如何把日常事物拍得更出色
黑龙江省哈尔滨师范大学附属中学高一化学下学期期中试题理05261393
路亚软饵七大钓组简述
小学安全教育周的工作总结
最新在城乡一体化建设工作总结表彰大会上的讲话
运营商对网络监控发展的巨大影响
南开大学21春《侵权责任法》离线作业一辅导答案22
商务礼仪之座位排序
毕业设计北热源厂电气设计(动力部分和职工住宅楼照明)
随州原油油轮服务项目申请报告

质检部个人年度总结范文(2篇).doc
 专业基础学科训练设计报告-单片机大棚温湿度控制系统
专业基础学科训练设计报告-单片机大棚温湿度控制系统
2023-12-24 38页
毕业设计(论文)-橡胶切割机的主要零件的设计和加工工艺制定
2023-09-23 41页
开题报告 如何利用媒体品牌影响力实现本地化服务以黑龙江广播电视台为例影视编导专业
2023-12-19 3页
毕业论文-Hanoi塔递归演示系统——为数据结构课程做CAI演示系统
2023-04-09 35页
如何适应新课程——新课标下的小学语文教学新探任务书
2022-09-14 17页
毕业设计(论文)-基于Java的模拟写字板的设计与实现
2023-09-12 39页
浅析骨科护理中存在的问题及对策
2023-12-16 12页
对企业信息管理的探讨
2022-09-11 6页
基于PLC的校园恒压供水控制系统软件设计
2022-09-23 9页
机械制造技术课程设计-换挡拨叉加工工艺及钻φ5孔夹具设计
2023-04-11 32页