
机械制造工艺学课程设计机床夹具设计
18页
1、轴承座零件的机械加工工艺规程及夹具设计学院: 机械与汽车工程学院班级:机制 076姓名:xxxx学号:107011178 指导教师:xxxx成绩:编号名称件 数页数日期:2022.7.161任务书和零件图一份2零件毛坯图一张3机加工工艺规程卡一套4机加工工序卡一套5零件定位方案图一张6夹具装配图一张7夹具零件图(含夹具体)一套8课程设计说明书一份9机械制造工艺学机 械 制 造 工 艺 学课 程 设 计设计题目: ZJKJXY-8专 业: 机械设计制造及其自动化班 级: 机制 076学 号: 学生姓名: 指导教师:机 械 与 汽 车 工 程 学 院2022 年 7 月 16 日机械加工工艺规程与机床夹具设计一、设计任务1. 设计课题:轴承座机械加工工艺规程设计2. 丝攻 M4 螺纹孔专用夹具设计3. 生产纲领:大批量生产4. 设计要求:1) 零件毛坯图2) 机械加工工艺过程卡片3) 机械加工主要工序的工序卡片4) 夹具装配图5) 夹具零件图6) 设计说明书二、设计说明书1 张1 套1 套1 张假设干张1 份名目序言5一、 零件加工工艺设计61、零件的工艺性审查62、基准选择原则73、定位
2、基准选择74、拟定机械加工工艺路线85、确定机械加工余量,工序尺寸以及公差86、选择机床设备及工艺设备97、确定切削用量9二、夹具设计121、问题提出122、家具设计13三、小节15四、参考文献17序言机械制造工艺及设备毕业设计是我们完本钱专业教学打算的一个极为重要的实践性教学环节,是使我们综合运用所学过的根本课程,根本学问与根本技能去解决专业范围内的工程技术问题而进展的一次根本训练。我们在完成课程设计的同时,也培育了我们正确使用技术资料,国家标准, 有关手册,图册等工具书,进展设计计算,数据处理,编写技术文件等方面的工作力量,也为我们以后的工作打下坚实的根底,所以我们要认真对待这次综合力量运用的时机!其主要目的是:1. 培育学生综合分析和解决本专业的一般工程问题的独立力量,拓宽和深化所学的学问。2. 培育学生树立正确的设计思想,设计思维,把握工程设计的一般程序, 标准和方法。3. 培育学生正确的使用技术学问,国家标准,有关手册,图册等工具书,进展设计计算,数据处理,编写技术文件等方面的工作力量和技巧。4. 培育学生进展调整争辩,面对实际,面对生产,向工人和工程技术人员学习的根本工作态
3、度,工作作风和工作方法。一、零件加工工艺设计(1) 零件的工艺性审查:1) 零件的构造特点轴承座如附图 1 所示。该零件是起支撑轴的作用。零件的主要工作外表为F 40 的孔内外表。主要协作面是F 22 的轴孔。零件的外形比较简洁,属于较简洁的零件,构造简洁。2) 主要技术要求:零件图上主要技术要求:调质至 HB230-250,锐边倒角,未注倒角 0.5x45, 外表作防锈处理。3) 加工外表及其要求:a) 总宽:为 180.05mm。b)轴孔: F 22 的孔径: F 22+0.018mm,外表粗糙度 Ra1.6um,0c) F 34 的外圆:直径为F 34-0.007 mm,外表粗糙度为 Ra1.6um,外圆与内-0.025孔的同轴度不超过 0.02m.,轴肩距为 12mm。d) 左端面:外圆直径为F 52,上下边面距离 38mm。e) 螺纹孔:大径为 4mm,轴心距离左轴肩 3mm。f) 通孔:左端面均布 4- F 4.5 通孔,左右中心距 36mm,上下中心距 27mm。g) 退刀槽:距离右端面 12mm,尺寸为 1.5x F 33 4 零件的材料:零件在整个机器当中起的作用一般
4、,不是很重要。选用 45#。毛坯选择:1 确定毛坯的类型及制造方法零件为批量生产,零件的轮廓尺寸不大,为粗加工后的产品。2)确定毛坯的外形、尺寸及公差毛坯的外形及尺寸如附图 2 所示。选用F 55x20 的短圆棒。3绘毛坯依据附图 1 所示的零件构造外形,在各加工外表上加上加工余量,绘制毛坯零件图如附图 2 所示。(2) 基准原则:粗基准的选用原则1、保证不加工外表与加工外表相互位置要求原则。当有些不加工外表与加工外表之间有相互位置要求时,一般不选择加工外表作为粗基准。2、保证各加工外表的加工余量合理安排的原则。应选择重要加工外表为粗基准。3、粗基准不重复使用的原则。粗基准的精度低,粗糙度数值大,重复使用会造成较大的定位误差,因此,同一尺寸方向的粗基准,通常只允许使用一次。精基准的选用原则1、基准重合原则。尽可能使设计基准和定位基准重合,以削减定位误差。2、基准统一原则。尽可能使用同肯定位基准加工个外表,以保证各外表的位置精度。如轴类零件常用两端顶尖孔作为统一的定位基准。3、互为基准原则。当两个加工外表间的位置精度要求比较高的时候,可用互为基准的原则反复加工。4、自为基准的原则。当要求
《机械制造工艺学课程设计机床夹具设计》由会员枫**分享,可在线阅读,更多相关《机械制造工艺学课程设计机床夹具设计》请在金锄头文库上搜索。
2012电站自查报告
高中数学 第一章 集合与函数概念本章复习教学设计 新人教A版必修1
停车场租赁协议简洁模板(2篇).doc
高考数学一轮复习第8章平面解析几何第4讲直线与圆圆与圆的位置关系知能训练轻松闯关理北师大版111
烧结厂安全操作规程
施工用电专项施工方案正规版

H组合端子-慧聪网_中国领先的B2B电子商务平台、电子商
圣经-创世纪概论
![宁波大学教师教育学院841小学课程与教学论[专业硕士]历年考研真题汇编](https://union.152files.goldhoe.com/2023-1/12/6cae0ae0-09a3-4f40-9184-8e8a04de50ad/pic1.jpg)
宁波大学教师教育学院841小学课程与教学论[专业硕士]历年考研真题汇编
小学语文经典美文清晨七点半碎碎念
趣味运动会项目分阶层
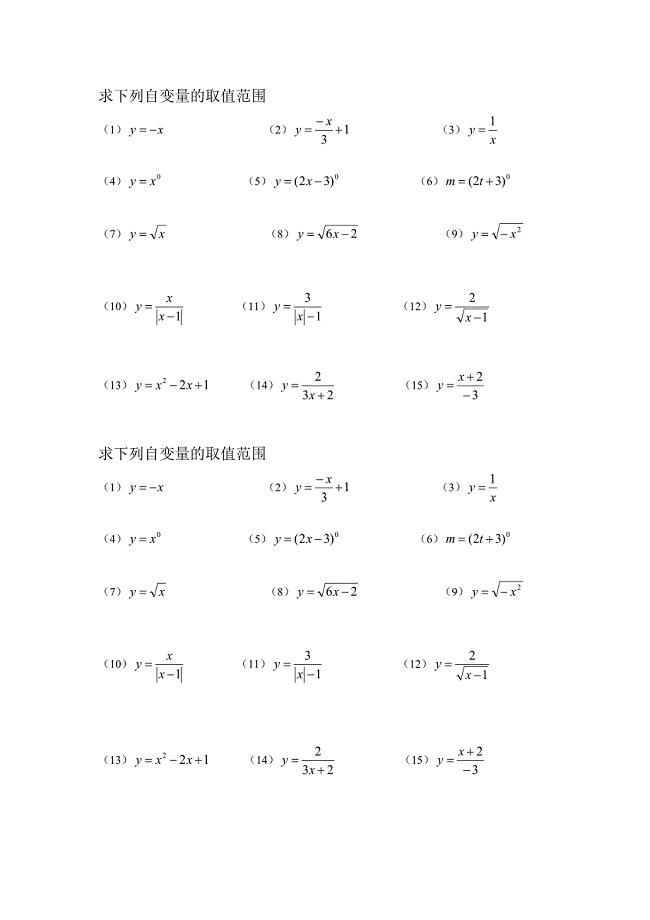
求下列自变量的取值范围
大学特困补助申请书

专升本英语模拟题题共22页
参考最新UMGSNCGSNC用户手册V
全国计算机等级考试一级模拟题
2023教育实习小组工作总结6篇
工资专项集体合同范本
赤峰关于成立云计算公司可行性报告
公务员实词易错辨析大全1500多个
![何国君4月学生书法比赛用纸[精选文档]](/Images/s.gif) 何国君4月学生书法比赛用纸[精选文档]
何国君4月学生书法比赛用纸[精选文档]
2023-06-05 1页
四年级语文下册期末测试卷2无答案人教新课标试题
2022-10-22 5页
纳税筹划实务操作讲课提纲
2023-08-06 23页
八年级英语下册阅读理解专项练习
2023-07-09 18页
Flash遮罩特效实例--百叶窗
2024-01-26 5页
建安地产公司识别系统设计手册
2023-03-16 23页
4.爷爷植树[535]
2023-01-29 7页
变压器滤油注油热油循环地操作要求规范
2022-12-17 16页
储配作业优化方案设计
2024-02-11 16页
关于枣庄城市转型的思考
2022-12-14 43页