
车削螺纹时常见故障及解决方法
5页
1、车削螺纹时常见故障及解决方法 螺纹是在圆柱工件表面上,沿着螺旋线所形成的,具有相同剖面的连续凸起和沟槽。在机械制造业中,带螺纹的零件应用得十分广泛。用车削的方法加工螺纹,是目前常用的加工方法。在卧式车床(如CA6140)上能车削米制、英寸制、模数和径克制四种标准螺纹,无论车削哪一种螺纹,车床主轴与刀具之间必须坚持严格的运动关系:即主轴每转一转(即工件转一转),刀具应均匀地移动一个(工件的)导程的距离。它们的运动关系是这样确保的:主轴带着工件一起转动,主轴的运动经挂轮传到进给箱;由进给箱经变速后(主要是为了获得各种螺距)再传给丝杠;由丝杠和溜板箱上的开合螺母配合带动刀架作直线移动,这样工件的转动和刀具的移动都是通过主轴的带动来实现的,从而确保了工件和刀具之间严格的运动关系。在实际车削螺纹时,由于各种原因,造成由主轴到刀具之间的运动,在某一环节出现问题,引起车削螺纹时产生故障,影响正常生产,这时应及时加以解决。车削螺纹时常见故障及解决方法如下:一、啃刀故障分析及解决方法:原因是车刀安装得过高或过低,工件装夹不牢或车刀磨损过大。 1.车刀安装得过高或过低过高,则吃刀到一定深度时,车刀的后刀面
2、顶住工件,增大摩擦力,甚至把工件顶弯,造成啃刀现象;过低,则切屑不易排出,车刀径向力的方向是工件中心,加上横进丝杠与螺母间隙过大,致使吃刀深度不断自动趋向加深,从而把工件抬起,出现啃刀。此时,应及时调整车刀高度,使其刀尖与工件的轴线等高(可利用尾座顶尖对刀)。在粗车和半精车时,刀尖位置比工件的中心高出1%D左右(D表示被加工工件直径)。 2.工件装夹不牢工件本身的刚性不能承受车削时的切削力,因而产生过大的挠度,改变了车刀与工件的中心高度(工件被抬高了),形成切削深度突增,出现啃刀,此时应把工件装夹牢固,可使用尾座顶尖等,以增加工件刚性。 3.车刀磨损过大引起切削力增大,顶弯工件,出现啃刀。此时应对车刀加以修磨。二、乱扣故障分析及解决方法:原因是当丝杠转一转时,工件未转过整数转而造成的。1.当车床丝杠螺距与工件螺距比值不成整倍数时如果在退刀时,采纳打开开合螺母,将床鞍摇至起始位置,那么,再次闭合开合螺母时,就会发生车刀刀尖不在前一刀所车出的螺旋槽内,以致出现乱扣。解决方法是采纳正反车法来退刀,即在第一次行程结束时,不提起开合螺母,把刀沿径向退出后,将主轴反转,使车刀沿纵向退回,再进行第二
《车削螺纹时常见故障及解决方法》由会员M****1分享,可在线阅读,更多相关《车削螺纹时常见故障及解决方法》请在金锄头文库上搜索。
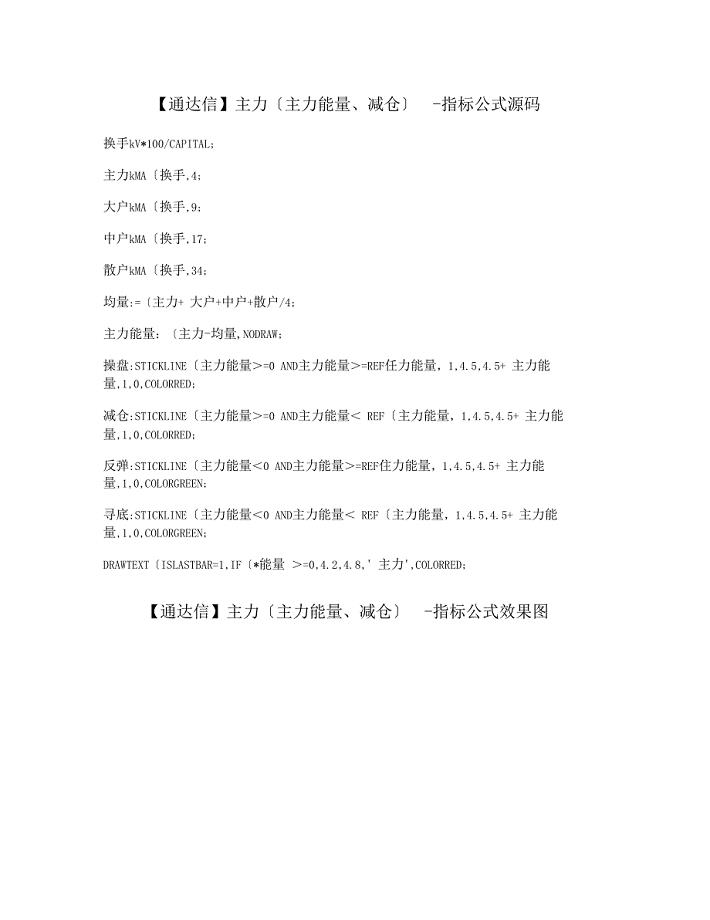
股票指标公式通达信主力主力能量减仓要点
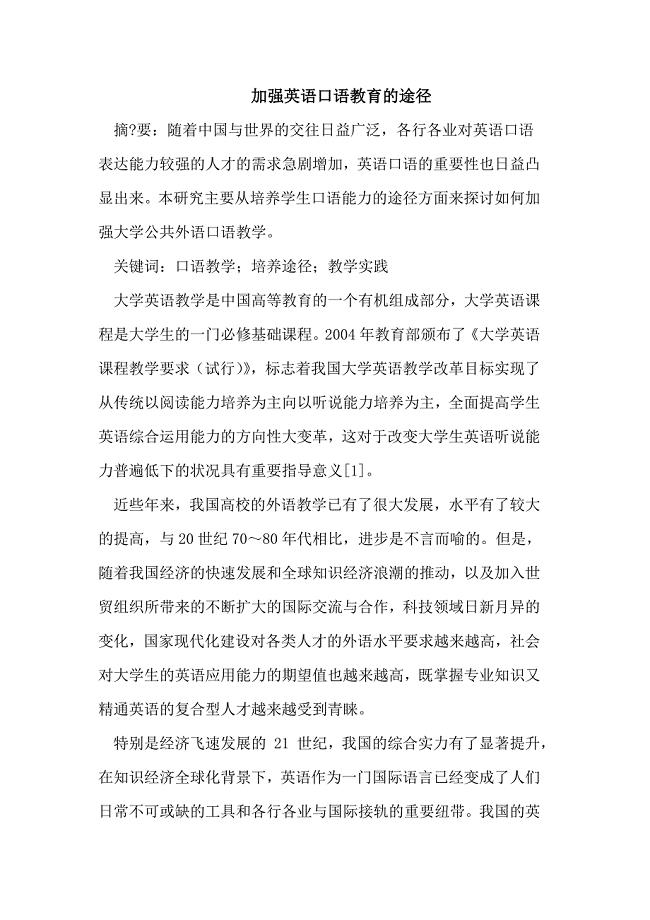
加强英语口语教育的途径

2021年营销策划书书写格式(DOC 66页)
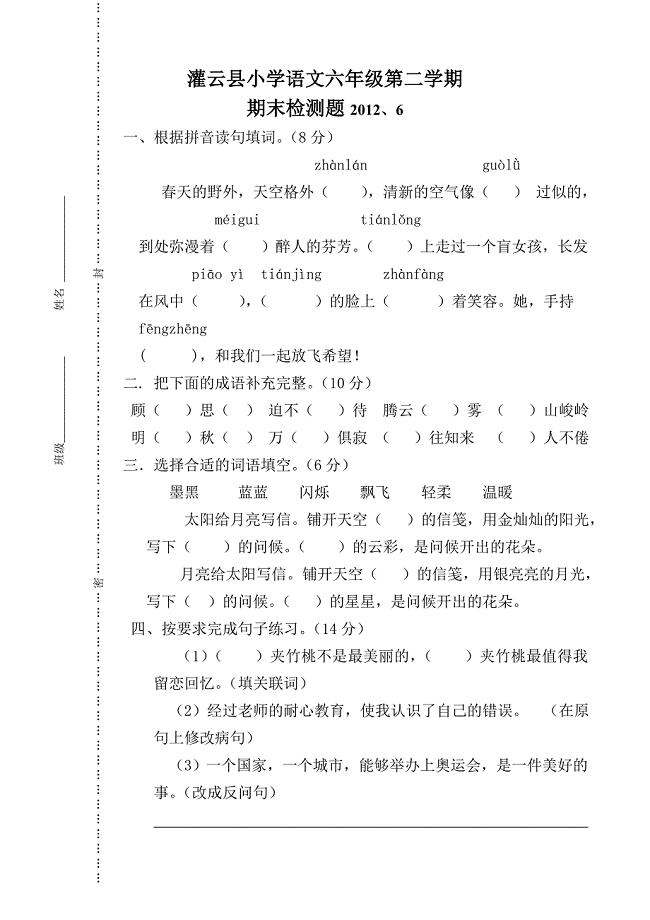
六年级语文下册期末测试卷(四)

班主任2023年终工作总结样本(二篇).doc
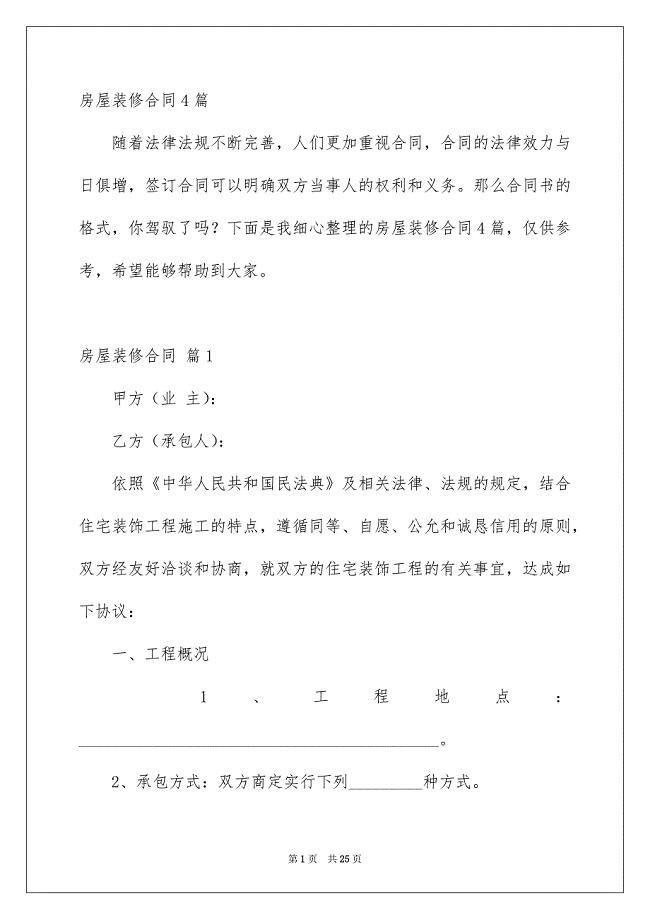
房屋装修合同4篇
关于计生药具工作开展情况的报告(精简篇)
小学英语教学反思汇编15篇【精编】
如何提高面试效率

高级消防设施操作员理论考试模拟考试题
![2022年广东江门市江海区市场监督管理局第1次招考聘用合同制工作人员(同步测试)模拟卷含答案[1]](https://union.152files.goldhoe.com/2023-4/29/ab587bbc-9809-4ad7-9118-39107b03cfad/pic1.jpg)
2022年广东江门市江海区市场监督管理局第1次招考聘用合同制工作人员(同步测试)模拟卷含答案[1]
小学六年级课外阅读理解习题

公共设施保洁责任保证书
医务部工作制度
2023年福建省福州市闽侯县上街镇博海湾社区工作人员考试模拟题及答案
幼儿园环创工作计划
盖州煤业80人避难硐室设备采购招标文件
民间借贷执行的和解协议常用版(2篇).doc
断路器一般选用原则
小班主题优秀教案《一起玩传接小熊》.docx
 丰田公司的礼仪管理
丰田公司的礼仪管理
2024-01-06 4页
砂石购销合同
2023-12-14 3页
评语大全之五星级酒店点评语
2023-12-14 18页
铝合金新材料轻量化研发中心可行性研究报告建议书
2022-12-08 71页
债权与股票赠与合同书
2023-05-03 4页
简单租房合同
2023-03-04 3页
国际工程承包协议
2022-10-23 8页
上海出租房屋合同(5篇).doc
2022-12-16 23页
电动吊篮租赁合同格式范文(5篇).doc
2023-04-26 24页
2022年兄弟房屋转让协议
2023-10-01 6页