
张紧轮支架的机械加工工艺规程
40页
1、张紧轮支架的机械加工工艺规 程(doc 31 页)机械制造工艺学课程设计课程设计说明书题目:张紧轮支架的机械加工工艺规程二级学院:机电工程学院年级专业:15机械制造与自动化学 号:1501011028学生姓名:易斌指导教师:黄小英教师职称:讲师序 言 8第一章零件的工艺分析91.1 零件的作用91.2 零件的工艺分析 9第二章零件的生产类型102.1 生产纲领102.2 生产类型10第三章毛坯的选择与毛坯简图的绘制 113.1 确定毛坯类型及其制造方法113.2 估算毛坯的机械加工余量11第四章定位基准选择 124.1 选择精基准124.2 选择粗基准12第五章制定机械加工工艺路线135.1 选择加工方法135.2 加工工艺路线 14第六章加工余量及工序尺寸的确定176.1 确定粗加工张紧轮支架上端面的加工余量及工序尺寸176.2 确定支架底面的加工余量及工序尺寸186.3 确定精加工支架上端面的加工余量及工序尺寸 206.4 确定支架右侧面的加工余量及工序尺寸226.5 确定支架右侧面18孔的加工余量及工序尺寸246.6 确定支架下端面的加工余量及工序尺寸266.7 确定支架小侧面的
2、加工余量及工序尺寸296.8 确定支架2*o 13孔的加工余量及工序尺寸30第七章切削用量和时间定额的确定33第八章课程设计总结36参考文献38新余学院机械制造工艺学课程设计任务书指导老师黄小英学生姓名易斌机械制造与自动课程设计题张紧轮支架机械加工工艺规程制订完成日期:2017年6月15日课 程 设计 内 容设计要求如图所示张紧轮支架简图,毛坯材料HT200灰铸铁中批量生产,采用通用 机床进行加工。试完成张紧轮支架机械加工工艺规程制订。设计要求:1、设计者必须发挥独立思考能力,禁止抄袭他人成果,不允许雷同,凡 找他人代做,一经核实,取消答辩资格。积极主动与指导教师交流,每一进 展阶段至少与指导教师交流一次。2、设计成果:(1)、设计说明书一份;(2)、机械加工工艺卡片一套;主要零件的工序卡2-3张。设计说明书的内容应包括:(1)封面(2)目录(3)设计任务书(4)机械加工工艺规程制定的详细过程主要包括:(1)零件的工艺分析(2)生产类型的确定(3)毛坯的选择与毛坯简图的绘制(4)工艺路线的拟定(5)加工余量及工序尺寸的计算和确定(6)切削用量的计算和选择(7)时间定额的计算和确定。(8
3、)设计心得(9)参考文献(要包含资料的编号、作者名、书名、出版地、出版者、 出版年月)。1、设计说明书一份;工2、机械加工工艺卡片一套;主要零件的工序卡2-3张。作量设计进度工作内容时间分配备注设计准备工作0.5天机械加工工艺规程制定2.0天填写机械加工工艺卡片10天撰写计算说明书10天答辩0.5天共计5天主1、金属切削加工手册;要2、机械制造工艺学;参3、机械制造工艺学课程设计指导书。考资料本次课程设计的任务是针对生产实际中的一个零件一一张紧轮支架,制订 其机械加工工艺规程。该零件的工艺过程包括了车端面、铣平面、磨平面、钻孔、铰孔等工序, 工艺范围广。通过这次课程设计对自己未来将从事的工作进行一次适应性训练, 从中锻炼自己分析问题、解决问题的能力,同时,在课程设计过程中,我们认 真查阅资料,切实地锻炼了我们自我学习的能力。另外,在设计过程中,经过 老师的悉心指导和同学们的热心帮助,我顺利完成了本次设计任务。由于能力所限,设计尚有许多不足之处,恳请各位老师给予批评指正。第一章零件的工艺分析1.1零件的作用题目所给的零件是张紧轮的支架。张紧轮张紧轮是带传动的张紧装置,当 带的中心距不能调
《张紧轮支架的机械加工工艺规程》由会员re****.1分享,可在线阅读,更多相关《张紧轮支架的机械加工工艺规程》请在金锄头文库上搜索。
电力电子对无功补偿自动控制的应用
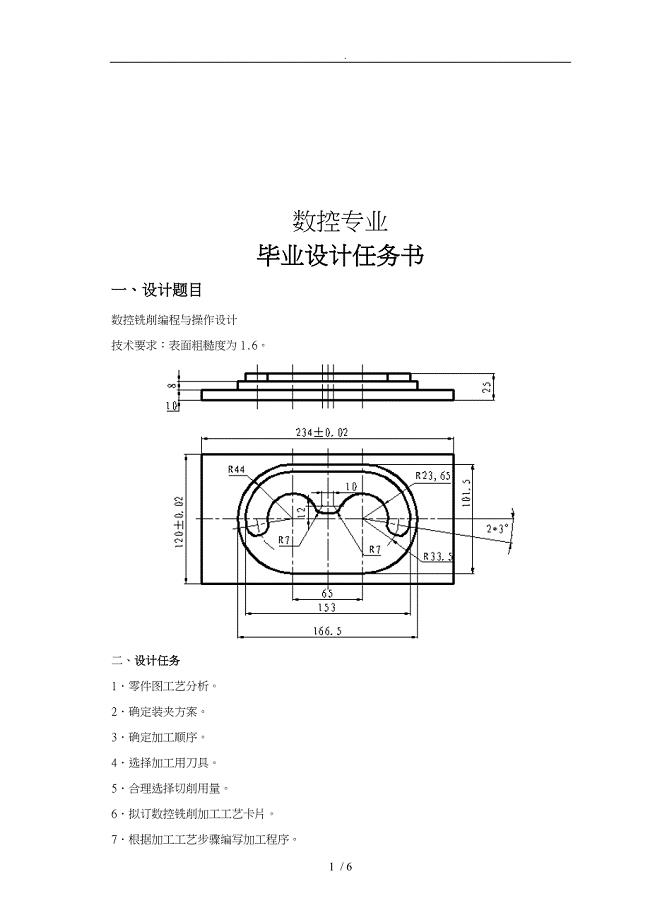
数控专业的毕业设计说明
(汇编)2023年献爱心倡议书
2022年医学实习读书笔记

机关工会的工作计划标准版(四篇).doc

约克冷水机组技术文件
评职称述职报告(合集15篇)
北京语言大学21春《高级写作》在线作业三满分答案88
电大管理学基础形成性考核册参考答案有心得体会
餐厅服务质量等级通用标准
《巨人的花园》续写小学作文
档案室年终总结汇编7篇
巴中市物流业与制造业深度融合项目招商计划书
05培训管理程序
2022年读书节活动启动仪式发言
二年级语文上册第六单元知识点整理复习习题
安全发言稿
重庆市北碚区东阳街道场龙路后段、天白路改造工程

取样常识
停车场收费系统技术方案设计双路高清车牌识别
 负离子对环境净化的原理
负离子对环境净化的原理
2023-12-28 2页
关于广数980T系列机床操作与使用方法
2023-05-13 22页
条形基础施工工艺
2022-08-30 4页
冬季运动安全常识
2023-02-17 4页
流体力学名词解释和简答题
2023-03-30 5页
企业在TQCS上全面提升竞争力的先进制造
2023-10-19 3页
有关颜色的习语
2022-12-11 4页
滚动轴承疲劳寿命试验台的设计
2024-01-05 29页
销售合同质量条款
2023-11-01 2页
第1章土的物理性质及分类
2023-08-06 20页