
防护罩塑料模具设计
26页
1、防护罩塑料模具设计说明书目录1 . 塑件成型工艺性分析 31.1 塑件的分析 31.2 PS塑料的性能分析 51.3 PS的注射成型过程及工艺参数 52 模具的基本结构及模架选择 52.1 模具的基本结构 52.1.1 确定成型方法 52.1.2 型腔布置 52.1.3 确定分型面 62.1.4 选择浇注系统 72.1.5 确定推出方式 72.1.6 侧向抽芯机构 82.1.7 模具的结构形式 82.1.8 选择成型设备 92.2 选择模架 92.2.1 模架的结构 92.2.2 模架安装尺寸校核 103 模具结构、尺寸的设计计算 103.1 模具结构设计计算 103.1.1 型腔结构 103.1.2 型芯结构 113.1.3 斜导柱、滑块结构 113.1.4 模具的导向结构 113.1.5 结构强度计算 (略) 113.2 模具成型尺寸设计计算 113.2.1 型腔径向尺寸 113.2.2 型腔深度尺寸 123.2.3 型芯径向尺寸 123.2.4 型芯高度尺寸 133.3 模具加热、冷却系统的计算 133.3.1 模具加热 133.3.2 模具冷却 134 . 模具主要零件图及加工
2、工艺规程 154.1 模具定模板(中间板)零件图及加工工艺规程 154.2 模具侧滑块零件图及加工工艺规程 174.3 模具动模板(型芯固定板)零件图及加工工艺规程 185 模具总装图及模具的装配、试模 195.1 模具总装图 195.2 模具的安装试模 205.2.1 试模前的准备 205.2.2 模具的安装及调试 215.2.3 试模 22225.2.4 检验1 .塑件的工艺分析1.1 塑件的成型工艺性分析塑件如图1所示。6364+;*M0,* %图1塑件图产品名称:防护罩产品材料:ABS产品数量:较大批量生产塑件尺寸:如图1所示 塑件重量:15克 塑件颜色:红色 塑件要求:塑件外侧表面光滑,下端外沿不允许有浇口痕迹。塑件允许最大脱模斜度0.5。1.1.1 塑件材料ABS的使用性能可参考简明塑料模具设计手册P30表1-13综合性能较好,冲击韧度、力学强度较高,尺寸稳定,耐化学性、电气性能良好;易于成形和机械加工,与有机玻璃的熔接性良好,可作双色成形塑件,且表面可镀铬。适于制作一般机械零件、 减摩耐磨零件、 传动零件和电信结构零件。1.1.2 塑件材料ABS的加工特性可参考简明塑料模
3、具设计手册P32表1-14无定型塑料,其品种很多,各品种的机电性能及成形特性也各有差异,应按品种确定成形方法及成形条件。吸湿性强,含水量应小于0.3%,必须充分干燥,要求表面光泽的塑件应要求长时间预热干燥。流动性中等,溢边料0.04 mrifc右(流动性比聚苯乙烯,AS1,但比聚碳酸酯、聚氯乙烯好) 。比聚苯乙烯加工困难,宜取高料温、模温(对耐热、高抗冲击和中抗冲击型树脂,料温更宜取高) 。料温对物性影响较大、料温过高易分解 (分解温度为250左右,比聚苯乙烯易分解) ,对要求精度较高塑件,模温宜取5060C,要求光泽及耐热型料宜取6080C。注射压力应比加工聚苯乙烯稍高,一般用柱 塞式注塑机时料温为180230C,注射压力为100140 MPa, 螺杆式注塑机则取160220C, 70100 MPa为宜。模具设计时要注意浇注系统,选择好进料口位置、形式。推出力过大或机械加工时塑件表面呈现“白色”痕迹 (但在热水中加热可消失) 。脱模斜度宜取2以上。1.2 塑件的成型工艺参数确定可参考简明塑料模具设计手册查手册得到ABS塑料的成型工艺参数:适用注射机类型螺杆式密度 1.011.07 g
4、/cm3 ;收缩率 0.30.8 % ;预热温度80C85C ,预热时间23 h料筒温度后段150c170C0 ,中段165c八段 180c 200c ;喷嘴温度170c 180c ;模具温度50C80C ;注射压力60 100 MPa ;成型时间注射时间2090s ,保压时间0-时间20120s 。2 模具的基本结构及模架选择2.1 模具的基本结构2.1.1 确定成型方法塑件采用注射成型法生产。 为保证塑件表面质量,成型,因此模具应为双分型面注射模(三板式注射模)P54 表 1-18180C0 ,前5s ,冷却使用点浇口2.1.2 型腔布置塑件形状较简单,重量较轻,生产批量较大。所以应使用多型腔注射模具。考虑到塑件的侧面有 10mm勺圆孔,需侧向抽芯,所以模具采用一模二腔、平衡布置。这样模具尺寸较小,制造加工方便,生产效率高,塑件成本较低。其布置如图 2所示。图2型腔布置2.1.3 确定分型面塑件分型面的选择应保证塑件的质量要求,本实例中塑件的分型面有多种选择,如图3所示。图3 (a)的分型面选择在轴线上, 这种选择会使塑件表面留下分型面痕迹,影响塑件表面质量。同 时这种分型面也使侧
《防护罩塑料模具设计》由会员s9****2分享,可在线阅读,更多相关《防护罩塑料模具设计》请在金锄头文库上搜索。
2022年关于重阳节倡议书范文(通用7篇)
福建师范大学21秋《社会学原理》与方法复习考核试题库答案参考套卷52
精麻药品五项基本管理制度范文
电话营销年度工作总结模板(4篇).doc
2022年奶奶写人作文汇总9篇
整十数加、减整十数教学设计 (2)
寒假大学生社会实践活动方案
苗木高度冠径胸径地径土球直径
福建省渔业执业兽医资格考试大纲
农村村主任就职演讲稿
采购员个人年终总结样本(3篇).doc
顶板事故的防治措施
在巡察反馈会上的表态发言两篇
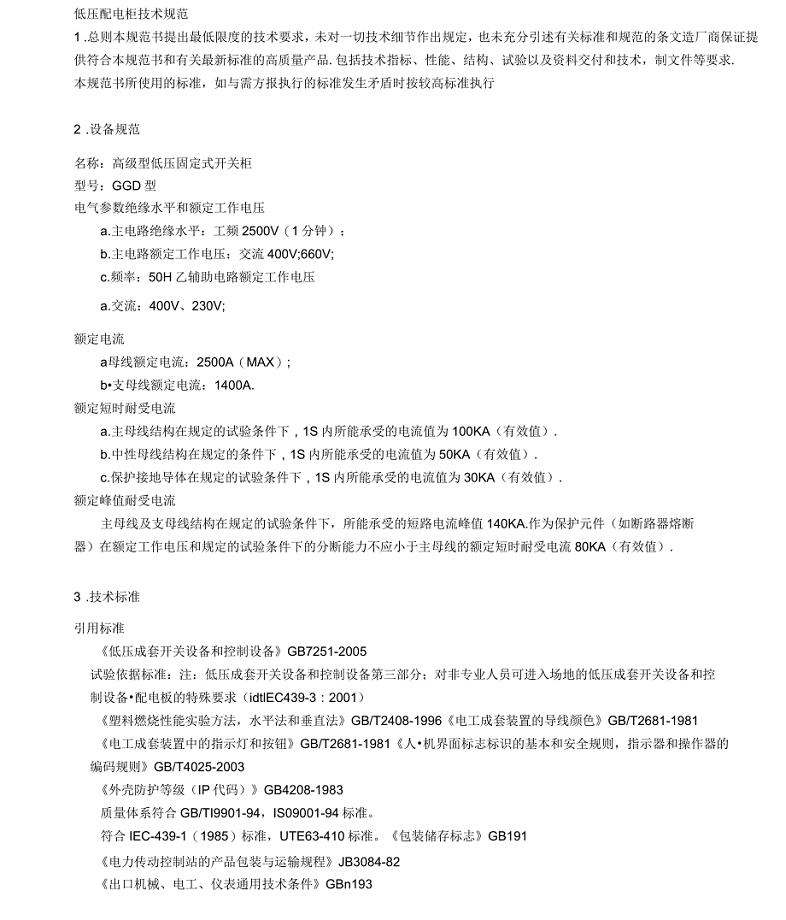
低压配电柜GGD技术规范
河池动力电池材料项目建议书
室外电梯的基本安装
最大的民告官经典案例民告官谁是最大的赢家——兼评乔占祥状告铁道部案演讲范文
连锁直营店日常管理制度
幼儿园德育工作年度总结(4篇).doc
南通市、扬州市2014届高三第一次调研测试数学
 “和同为一家”学案教案
“和同为一家”学案教案
2023-05-09 2页
低压配电柜GGD技术规范
2022-09-28 16页
小学生必背古诗楷体书法练习(1)
2022-08-05 25页
服装直营体系管理
2023-04-19 16页
导数在不等式中应用
2022-11-16 22页
谁是国王童话作文
2023-06-15 1页
鸡兔同笼听课心得
2023-01-21 3页
会销保健品专用话术
2023-03-30 16页
高中运动会接力加油稿
2023-02-10 15页
聚氨酯防水涂料施工方案
2024-02-10 9页