
n12防腐蚀与绝热工程施工技术
15页
1、防腐蚀与绝热工程施工技术为了延长设备及管道的使用寿命,保障安全运营,保证正常生产处于最佳温度范围,减少热载体和冷载体在输送、储存及使用过程中热量和冷量的损失,提高冷、热效率,降低能源消耗和产品成本,控制设备及管道防腐蚀与绝热工程的施工全过程是重要手段之一。本目重点是:防腐蚀工程施工技术要求、绝热工程施工技术要求。1防腐蚀工程施工技术要求一、金属表面预处理技术金属表面有油污、铁锈(包括氧化皮)和旧的防腐层等污染物的存在,会降低防腐层与金属的结合强度,影响防腐层的使用寿命,严重的甚至不能进行防腐施工,所以在防腐施工前,必须对金属表面进行预处理,增强防腐层与金属的结合力,保证防腐施工质量。(一)金属表面预处理方法主要包括手工和动力工具除锈、喷(拋)射除锈、化学除锈、火焰除诱等。1.手工和动力工具除锈用于质量要求不高,工作量不大的除锈作业。2.喷射除锈是利用高压空气为动力,通过喷砂嘴将磨料高速喷射到金属表面,依靠磨料棱角的冲击和摩擦,显露出一定粗糙度的金属本色表面。以得到有一定粗糙度,并显露出金属本色的表面。(1)拋射除锈又称抛丸法除锈。是利用高速旋转的叶轮,将进入叶轮腔体内的磨料定向拋出,射
2、向被除锈的金属表面。喷(拋)射除锈可以达到比较高的除锈质量以及粗糙度,常用于要求比较高的工程。(2)喷砂除锈是高效、优质的除锈方法,如果条件许可,应优先选用。在施工前应视钢管表面的锈蚀情况及防腐层所要求的锚纹深度来选择喷砂用磨料。常用磨料为石英砂,要求其坚硬、有棱角、清洁干燥、无杂质。磨料的选择直接影响着除锈效率与成本。3.化学除锈是利用各种酸溶液或碱溶液与金属表面氧化物发生化学反应,使其溶解在酸溶液或减溶液中,从而达到除锈的目的。4.火焰除锈是先将基体表面锈层铲掉,再用火焰烘烤或加热,并配合使用动力钢丝刷清理加热表面。此种方法适用于除掉旧的防腐层或带有油浸过的金属表面工程,不适用于薄壁的金属设备、管道,也不能使用在退火钢和可淬硬钢除锈工程上。例如,橡胶衬里、玻璃钢衬里、树脂胶泥砖板衬里、硅质胶泥砖板衬里、化工设备内壁防腐蚀涂层、软聚氯乙烯板粘结衬里应采用喷射除锈法;而搪铅、硅质胶泥砖板衬里或喷射处理无法进行的场合则可以采用化学除锈法。(二)金属表面预处理的质量等级金属表面预处理的质量主要由两个因素决定。一是除锈等级(清洁度),二是表面粗糙度(亦称锚纹深度)。钢材表面除锈质量等级:(1
3、)手工或动力工具除镑。金属表面除锈质量等级定为二级,用St2、St3表示。(2)喷射或拋射除锈。金属表面除锈质量等级定为四级,用Sa1、Sa2、Sa2.5、Sa3表示。(3)金属表面预处理方法的选择和质量要求。主要根据设备和管道的材质、表面状况以及施工工艺要求进行选取和处理。例如,长输管道站场工程施工中,现场防腐的钢管和管件,在防腐、涂漆及补口之前进行喷砂除锈处理,其除镑等级质量应达到涂装前钢材表面锈蚀等级和除锈等级 GB/T89232008 中规定的Sa2.5级。(三)金属表面预处理技术要求(1)金属表面预处理质量。应达到工程要求的除镑质量等级及粗糙度。(2)施工时应首先将金属表面的污物、油和杂质清理干净,除去焊缝及其附近的毛刺、焊渣、飞溅物、焊瘤等。(3)在新旧防腐层的搭接处施工,应清理旧防腐层,在新旧防腐层搭接位置做好接茬。(4)动力工具不能达到的地方,应用手动工具做补充清理。(5)用工具除锈时不应造成钢材表面损伤或使之变形,不得将钢材表面磨得过光或过于粗糙。(6)采用喷射或拋射除锈应视钢管表面的锈蚀情况及防腐层所要求的锚纹深度选用合适的磨料。(7)采用喷射或抛射除锈后的基体表面
4、应呈均匀的粗糙面,除基体原始锈蚀或机械损伤造成的凹坑外,不应产生肉眼明显可见的凹坑和飞刺。(8)处理后的基体表面不宜含有氯离子等附着物。(9)处理合格的工件,在运输和保管期间应保持干燥和洁净。(10)当相对湿度大于85%时,应停止金属表面预处理作业。环境中的相对湿度太大可导致处理过的金属表面在短时间返锈。因此,当进行喷射或拋射除锈时,规定基体表面温度应高于露点温度3。(11)除锈后应清除表面灰尘。(12)表面处理与防腐施工间隔时间不宜过长,表面返锈或再度污染时,应重新进行表面处理。二、防腐蚀涂层施工技术(一)防腐蚀涂层施工方法防腐蚀涂层常用的施工方法有刷涂、刮涂、浸涂、淋涂和喷涂等涂装方法。1.刷涂刷涂是使用最早、最简单和最传统的手工涂装方法,操作方便、灵活,可涂装任何形状的物件,除干性快、流平性较差的涂料外,可适用于各种涂料。刷涂法可使涂料渗透金属表面的细孔,加强涂膜对金属的附着力。缺点是劳动强度大、工作效率低、涂布外观欠佳。2.刮涂刮涂是使用刮刀进行涂装的方法,用于黏度较高、100%固体含量的液态涂料的涂装。 刮涂作业涂膜的常见缺陷是开裂、脱落、翻卷等,其涂膜的厚度也很难均匀。3.
《n12防腐蚀与绝热工程施工技术》由会员人***分享,可在线阅读,更多相关《n12防腐蚀与绝热工程施工技术》请在金锄头文库上搜索。
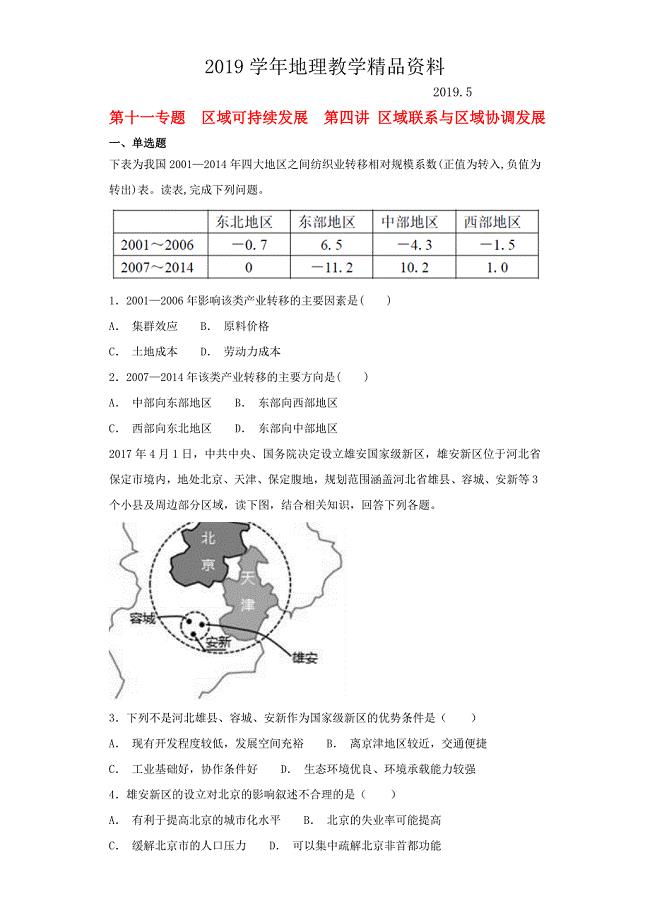
高考地理艺术生文化课第十一专题区域可持续发展第四讲区域联系与区域协调发展备考练案
长春关于成立电子化学品技术应用公司可行性报告_范文模板
药物化学学科科学学位硕士研究生培养方案
保姆雇佣合同模板合集5篇
BAM 1020 PM2.5可吸入颗粒监测仪中文操作手册及维修手册
学生社团联合会工作总结
城乡一体化建设和石林整村搬迁情况考察报告
2022年终员工感谢信合集五篇
加强和创新网络道德教育试题(100分)
什么是堆栈式传感器(堆栈式传感器,堆栈式传感器)
药店店长月末工作总结.doc
(精品)艺术心理学 6第六章 情绪和生活
现金管理——浅谈企业现金池的合规性管理
机械密封件和液压密封件的分类及区别
2023年班主任申请书三篇【精选】
人教版 小学8年级 数学上册 14.3因式分解14.3.2公式法第1课时运用平方差公式因式分解学案
世界上最愚蠢的事情莫过于对亲密的人太苛刻对陌生人太客气
工程土建施工主要工序及特殊工序施工方法
深静脉置管术操作规程
2022有关求职信自荐信范文合集九篇
 恒大集团房地产管理制度09版
恒大集团房地产管理制度09版
2022-07-17 49页
建筑工程应急预案方案设计非最终板
2023-04-07 19页
山东省泰安市新泰市九年级数学选优模拟试题无答案04261114
2024-01-07 10页
甘肃省定西市渭源县新寨中学七年级生物下学期第一阶段考试试题无答案新人教版
2024-02-08 8页
脱硝电除尘脱硫简介
2023-12-08 14页
贸易融资主协议
2024-02-09 15页
【精品】高考化学专题复习:限时自测27原电池 化学电源
2023-12-21 11页
一体化平台的操作流程
2023-06-30 2页
药用植物学辅导资料
2023-06-26 20页
药店店长月末工作总结.doc
2023-12-20 11页