
仪表外壳塑料设计说明书
16页
1、塑料模具设计与制造课程设计说明书设计题目:仪表外壳塑料模设计学 号:24011119设 计 者: 朱威 指导教师:李成凯完成时间:2013-6-28目 录1. 塑件成型工艺性分析31.1塑件的分析31.2 ABS塑料的性能分析41.3 塑件的成型工艺参数确定52 模具的基本结构及模架选择52.1 模具的基本结构52.1.1 确定成型方法52.1.2 型腔布置52.1.3 确定分型面62.1.4 选择浇注系统62.1.5 确定推出方式72.1.6 侧向抽芯机构72.1.7 选择成型设备82.2 选择模架82.2.1 模架的结构82.2.2 模架安装尺寸校核83 模具结构、尺寸的设计计算93.1 模具结构设计分析93.1.1 型腔结构93.1.2 型芯结构93.1.3 斜导柱、滑块结构93.1.4 模具的导向结构93.2 模具成型尺寸设计计算94 模具总装图及模具的装配、试模104.1 模具总装图114.2 模具的安装试模124.2.1 试模前的准备124.2.2 模具的安装及调试124.2.3 试模134.2.4 检验13摘 要本模具是一个塑料的注塑模具。设计内容包括介绍注塑成型工艺分析
2、及零件注塑模具的设计。塑料注塑模的设计计算包括模具结构设计、注塑机的选用、浇注系统的设计等方面。 本次设计的大体思路及内容是:首先对设计产品仪表外壳塑料模设计成型工艺分析。接着对已完成的分析进行注塑模模具型腔设计,然后为其选用合适的标准模架,以确定其脱模结构,画结构草图,并对模具与注射机有关尺寸校核,然后进行装配。关键词: 塑料仪表外壳;注塑机;注塑1 塑件的成型工艺分析1.1塑件的分析塑件如图1所示产品名称:仪表外壳材 料:ABS厚 度:2mm精 度:未注公差按MT5塑件尺寸:如图1所示设计要求:1、 绘制制作该工件所需的塑料模具总装图。2、 绘制模具成型零件(凹模、型芯、镶件等)的零件图。3、 编制设计说明书(含成型零件制造工艺)。4、 将设计说明书装订成册、图纸折叠成A4尺寸并装订成册,并与设计方案草图一起装入档案袋。1.2ABS塑料的分析塑料品种结构特点使用温度化学稳定性性能特点成形特点ABS热塑性塑料线性结构非结晶型小于70较好比较稳定机械强度较好,有一定的耐磨性。但耐热性较差,吸水性较大。成型性能很好,成型前原料要干燥。结 论该塑料有良的工艺性能,适宜注射成型,成型前原料要
3、干燥处理。ABS树脂特性简述如下:(1)一般性能 ABS的外观为不透明呈象牙色的粒料,无毒、无味、吸水率低其制品可着成各种颜色,并具有90%的高光泽度。ABS的相对密度为1.05,ABS同其它材料的结合性好,易于表面印刷、涂层和镀层处理。ABS的氧指数为18.2,属易燃聚合物,火焰呈黄色,有黑烟,烧焦但不滴落,并发出特殊的肉桂味。 ABS是一种综合性能十分良好的树脂,在比较宽广的温度范围内具有较高的冲击强度和表面硬度,热变形温度比PA、PVC高,尺寸稳定性好,收缩率在0.4%0.8%范围内,若经玻纤增强后可以减少到0.2%0.4%,而且绝少出现塑后收缩。其临界表面张力为3438mN/cm。 ABS熔体的流动性比PVC和PC好,但比PE、PA及PS差,与POM和HIPS类似。ABS的流动特性属非牛顿流体,其熔体粘度与加工温度和剪切速率都有关系,但对剪切速率更为敏感。(2)力学性能 ABS有优良的力学性能,其冲击强度极好,可以在极低的温度下使用。即使ABS制品被破坏,也只能是拉伸破坏而不会是冲击破坏。ABS的耐磨性能优良,尺寸稳定性好,又具有耐油性,可用于中等载荷和转速下的轴承。ABS的蠕
4、变性比PSF及PC大,但比PA和POM小。ABS的弯曲强度和压缩强度属塑料中较差的。ABS的力学性能受温度的影响较大。(3)热学性能 ABS属于无定形聚合物,无明显熔点;熔体粘度较高,流动性差;热稳定不太好,耐候性较差,紫外线可使变色;热变形温度为70107,制品经退火处理后还可提高10左右。对温度,剪切速率都比较敏感;ABS在40时仍能表现出一定的韧性,可在 -40到80的温度范围内长期使用。(4)电学性能 ABS的电绝缘性较好,并且几乎不受温度、湿度和频率的影响,可在大多数环境下使用。(5)环境性能 ABS不受水、无机盐、碱醇类和烃类溶剂及多种酸的影响,但可溶于酮类、醛类及氯代烃,受冰乙酸、植物油等侵蚀会产生应力开裂。ABS的耐候性差,在紫外线的作用下易产生降解,置于户外半年后,冲击强度下降一半。1.3塑件的成型工艺参数确定查手册得到ABS塑料的成型工艺参数:适用注射机类型 螺杆式密度 1.01 1.07 g/cm3;收缩率 0.3 0.8 % ;预热温度 80C 85C,预热时间 2 3 h ;料筒温度 后段150C170C,中段165C180C,前段180C200C;喷嘴温度
《仪表外壳塑料设计说明书》由会员鲁**分享,可在线阅读,更多相关《仪表外壳塑料设计说明书》请在金锄头文库上搜索。
2022执业药师-中药学专业一考试题库套卷29(含答案解析)
呼吸机使用参数选择和故障处理
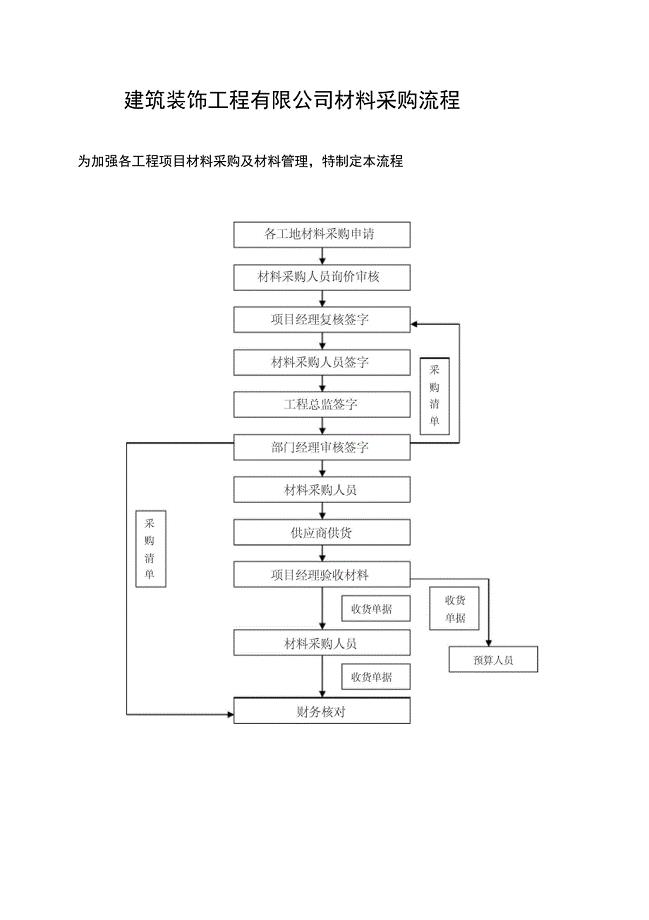
建筑装饰工程公司材料采购流程
2021-2022年四年级语文上册 雪姑娘 2教案 语文A版
世界销量最大的的报刊的网站

教师跟岗学习心得体会范文(15篇)
幼儿园中班老师个人工作总结(DOC 12页)
北京同仁堂低成本运营与供应链管理案例分析
八年级物理上册 1.2 运动的描述练习题无答案新版新人教版
江苏省溧阳市汤桥初级中学九年级化学上册第1章开启化学之门教案沪教版
强拆行政诉讼代理词
东北农业大学21春《电子商务》北京理工大学21春《物流管理》在线作业一满分答案7

幼稚园毕业老师感言幼稚园毕业仪式的老师感言

2021名著《西游记》有感心得
投资的估算编制的方案设计
南开大学21春《传播学概论》在线作业三满分答案59
对于中职学生毕业自我鉴定.doc
《同伴进行曲》教学设计---鲁春芳
2021年大班科学教案大全30篇
旅行社导游个人工作总结模板(4篇).doc
 SCI论文全攻略--精选文档
SCI论文全攻略--精选文档
2022-11-23 21页
今晚加陌生MM网聊记录
2022-09-02 7页
公司单据及表格流转图
2023-01-23 1页
K3固定资产模块初始化流程详解--精选文档
2022-11-12 35页
模板工程技术交底记录
2022-09-19 5页
SIGTRAN协议简介--精选文档
2022-12-12 78页
EMBA班课程人力资源部分内容精选--精选文档
2022-11-06 31页
电气职业生涯规划书
2022-11-20 9页
包装机称重显示控制器(XK3101)参数设置说明书
2024-01-03 3页
文明措施费申请表(一式三份)
2023-05-09 2页