
焊接工艺规程
17页
1、手工电弧焊焊接工艺规程编号HG0001目 录1、用途及说明2、焊接设备及工辅具3、焊接材料4、焊工5、焊接工艺6、焊接质量检验手工电弧焊工艺规程(焊接说明书)1 用途及说明本工艺规程适合用于专业厂、生产车间生产的手工电弧焊总成,同时也是技术科、检查科、生产车间进行工艺设计、焊接质量检查及产品验收的依据。2 焊接设备及工辅具2.1 手工电弧焊电源种类2.1.1 交流弧焊机常用型号:BX-500、BX1-300、BX3-300 等。2.1.2 旋转式直流弧焊发电机常用型号:AX1-500、AX3-300 等。2.1.3 弧焊整流器常用型号:ZXG1-25R ZXG1-400 等。2.1.4 逆变弧焊整流器常用型号:ZX7-250、ZX7-315 等。2.2 对设备的性能要求2.2.1 要求弧焊电源具有良好的动特性及徒降的外特性。2.2.2 应有较高的空载电压,使焊接过程中电弧燃烧稳定。2.2.3 按GB8118-87规定要求,应具有一定的焊接电流可调范围。2.3 设备的选择依据2.3.1 选择设备时要以产品图作为依据,根据焊接金属材质、焊条类型、焊接结构来选择弧焊电源的类型。2.3.1.1
2、 使用酸性焊条焊低碳钢时,应优先考虑用交流焊机。2.3.1.2 使用碱性焊条焊接重要结构或合金钢、铸铁时,需选用弧焊整流器、弧焊发电机等直流电源。2.3.1.3 在弧焊电源数量有限,而焊接材料的类型又较多时,可选用通用性较强的交直流两 用电源。2.3.2 根据焊接结构所用材料、板厚范围、结构形式等因素确立所需弧焊电源的容量,然后参照弧焊电源技术数据,选用相应的设备。2.4 设备使用要求2.4.1 使用新焊机或者用已长期停用的焊机时,应仔细观察焊机有无损坏处,在使用前必须按产品说明书进行检验。2.4.2 焊机的供电回路,焊接回路的接头应可靠合格。2.4.3 直流电焊机试车时的转向,如与标记方向相反,应将电动机三相进入线中的任意相交 换,以改换转向,电机刚起动后,不可立即拉闸断电。2.5 工具、辅具的要求手工电弧焊工具、辅具有电缆线、钳焊、面罩、清理工具及劳动保护用品等。2.5.1 焊接电缆电线见表1表1线长度(mm)_jmwTmm最大焊接电流153045200305060300506080400508010060060100-2.5.2焊钳(焊把)电焊钳一般分为300A和500A两种规程
3、,也可自制,要求焊工选择适合于工作实际、 安全、轻便、耐用为宜.2.5.3 钢丝刷采用弯柄4-6行钢丝的产品为宜.2.5.4 清理锤根据需要可选择不同重量的锤子,各种锤的两端可根据实际磨成园锥形扁铲形。2.5.5 面罩及护目镜选择合适的面罩、护目玻璃的色号,亦应考虑焊工年龄和视力情况,一般可按下表选 取。表2色号适用电源(安培)尺寸(毫米)7-8& 1002X50X 1079-10100-3002X50X 10711-123002X50X 1072.5.6劳保用品包括工作服、手套、工作鞋、脚盖、工作帽、毛巾等防护用品,均应符合有关劳保规ao3 焊接材料3.5 焊接材料的一般介绍焊条系由钢制焊芯外涂以一定厚度的药皮而制成的,一般长度在200-500毫米之间,在焊接时焊芯有两个功用:一是传导焊接电源产生电弧,二是焊芯本身熔化形式焊缝中的填充金属。焊条的药皮有以下四种主要功用:(1 )保护熔化金属,防止空气的侵入(2 )脱氧(3 )合金化(4 )稳弧。3.6 手工电弧焊焊条分类方法(1)按药皮成分分类:不定型、氧化钛型、氧化钛钙型、钛铁矿型、氧化铁型、纤维 素型、低氢型、石墨型、盐基型。(2
4、)按熔渣酸碱性分类:酸性焊条、碱性焊条。(3)按焊条用途分类:结构钢焊条、铝和铭铝耐热钢焊条、不锈钢焊条、堆焊焊条、 低温钢焊条、铸铁焊条、馍和馍合金焊条、铜和铜合金焊条、铝和铝合金焊条。(4)按焊条性能分类:超低氢焊条、低尘低毒焊条、立向下焊条、底层焊条、铁粉高 效焊条、抗潮焊条、水下焊条、重力焊条、躺焊焊条。3.7 焊条药皮类型及主要特点,见表 3分类号药皮类型主 要 特 点0不定型与生产厂所采用的药皮原料配比有关1氧化钛型引弧容易,电反稳定,飞溅少,熔深较浅,熔渣覆盖性良好,脱渣容 易,焊缝纹波特别美观,适用于全位置和薄板焊接,熔敷金属的塑性 和抗裂性能较差2氧化钛钙型电弧稳定,熔深适中,熔渣流动性良好,脱渣容易,焊缝纹波美观, 适用于全位置焊接。3钛铁矿型电弧吹力稍强,熔深较深,熔渣流动性、覆盖性良好,脱渣容易,焊 波整齐,适用于全位置焊接。4氧化铁型电弧稳定,引弧容易,熔深较深,飞溅较多,熔化速度快,焊接生产 率高,适用于中等厚度以上钢板的平焊、立焊、熔敷金属抗裂性能较 好。5纤维素型电弧吹力大,熔深较深,熔化速度快,熔渣少,脱渣容易,熔渣覆盖 较差。适用于全位置焊接67低氢
《焊接工艺规程》由会员桔****分享,可在线阅读,更多相关《焊接工艺规程》请在金锄头文库上搜索。
中小企业财务管理若干问题研究毕业论文
2022年度学校安全工作计划范文
经济英语常用词)
2017年大学生村官工作述职报告
污水泵站及截流工程施工组织设计沉井旋喷桩基
检验疫总局架空索道检验规程客运架空索道监督检验规程

除数是两位数的除法教学反思 (2)
监理工程师《建设工程质量、投资、进度控制》考试历年真题汇编(精选)含答案32
大学生求职需注意的11个陷阱
2023采购员工作计划范文(3篇).doc
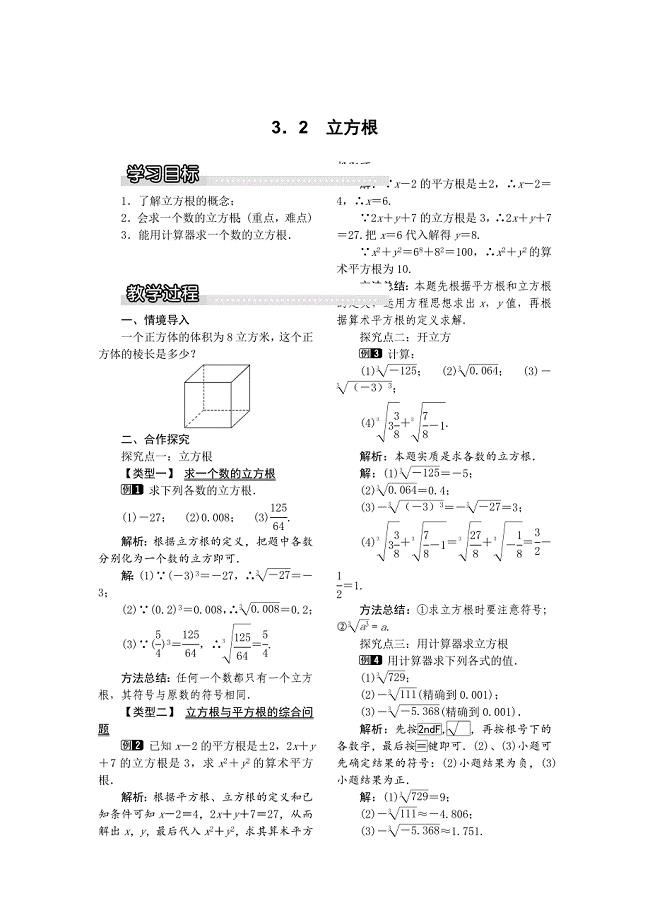
【湘教版】八年级上册数学:3.2 立方根1
《鲸》教学设计与反思
外研版小学五年级英语下册Module7Unit1Let’ssendanemail教案

《品德和社会》教学工作总结_1
生物解题过程中必须注意事项
职业中专预防学生踩踏应急预案
中考化学第一轮复习考点分析:物质的构成
通信工程专业职业规划完整
分类专项复习卷(二)词语过关资料讲解

青少年不良行为
 阿司匹林的专利
阿司匹林的专利
2023-03-10 3页
厦门直管公房非住宅租金技术规范
2023-12-22 13页
工业园物业管理方案
2023-06-24 52页
如何拓展私人银行业务
2023-07-06 4页
工程对账单格式
2022-12-16 4页
意外伤害演练方案1
2022-09-21 3页
迟到说明书汇总三篇
2023-06-16 2页
大班下期学期计划
2023-05-23 4页
病理学试题库答案
2023-04-24 16页
人教版高一物理必修二期末测试
2023-03-07 5页