
(完整版)铝合金门窗制造工艺操作规程
14页
1、文本名称铝合金门窗(下料)关键工序质量控制点受控状态文件编号执行部门监督部门考证部门 企业根据产品的特性设立质量关键工序控制点 2 个(a)下料控制(b)组装控制、质量控制要求如下: 1、在下料前,应充分做好准备工作,首先检查设备的运转和润滑,调整好下料尺寸限位,同时,对下料前的型材进行检查,对较严重缺陷的型材,设法套料或退回,准备工作做妥后再进行下料。 2、要利用铝型材的长度,结合下料加工尺寸,合理套用型材下料,长度的允许偏差为L0.5 毫米,角度偏差为5,加工毛刺应小于或等于0.2 毫米。 3、下料时,应严格按设备操作规程进行,并做好首检、中检、尾检的三检工作,抽检率不低于5,数量少的不低于3 件。 4、根据型材的断面大小来调整锯床的进刀速度,否则机器会损坏,锯片会爆裂,工件会变形。 5、下料后的产品构件应按每工程、规格、数量进行堆放,并分层用软质材料垫衬,避免型材表面受损。 6、检测工具:钢卷尺、万能角度尺。 编制日期审核日期批准日期修改标记修改处数修改日期文本名称平开铝门窗(组角)关键工序质量控制点受控状态文件编号执行部门监督部门考证部门 1、复检构件加工是否合格,安装零件内衬
2、板是否装好,确认组角后无问题存在,方可组角装配。 2、装配组角时,应把扇(构件)平放在组角机托架上,按工艺技术标准和产品生产设计图样、规格尺寸配置的构件进行四角连接。 3、组角后的连接处应平整、无扭拧,对存在的缺陷必须进行校正处理。组角后二件不平度应0.4mm,二件间隙应0.3mm,宽度或高度外形尺寸2000mm 允许偏差2.0mm,2000mm 允许偏差2.5mm,对角线长度3000mm 允许偏差2.5mm, 3000mm 允许偏差3.5mm,搭接量四周均匀,允许偏差1.0mm。 4、组角成形后,应根据规格进行分类堆放,并用软质材料垫衬,防止型材表面擦伤。 5、控制方法:自检和抽检,自检100,抽检5,最少不低于3 樘。 6、钢卷尺、塞尺、游标卡尺、深度尺、20 园柱棒。 编制日期审核日期批准日期修改标记修改处数修改日期文本名称推拉铝门窗框、扇(组装)工序质量控制点受控状态文件编号执行部门监督部门考证部门 1、在装配时应把待装配的构件平放在装配台上,按工艺技术标准和产品生产设计图、规格尺寸配置的构件进行四角连接,成形装配。 2、框组装:应粘贴四角防水胶条,上框放入防盗定位块,组成框旋
3、紧固定螺钉。 3、扇组装: a、各构件穿密封条,密封条加长2穿入,在上部点入硅胶粘结。 b、玻璃上包U 型密封条,上下框先装下部装入玻璃垫块,装竖料时应在侧面垫入防震垫块,并用玻璃胶定位。 c、装入螺钉前装上档风块及滑轮,旋紧螺钉检验对角线符合要求,滑轮要转动灵活,无卡滞现象。 4、装配好的连接处,应平稳、密封,对存在的缺陷必须进行校正和处理,其连接处的高低偏差应0.4mm,连接处的拼装缝隙应0.3mm。 5、装配好的框或扇应平整,无扭拧,其外形尺寸,宽度或高度2000mm,允许偏差2.0mm; 2000mm允许偏差2.5mm, 对角线长度3000mm, 允许偏差2.5mm,3000mm允许偏差3.5mm。 6、框扇或成形装配后,应根据规定进行分类,堆放规格一致、隔层保护,堆放高度不宜过高,一般不准超过40 只框扇。 7、控制方法:自检和抽检,自检100,抽检5,最小不低于3 樘。 8、检测工具:钢卷尺、深度尺、20 园柱棒。 编制日期审核日期批准日期修改标记修改处数修改日期文本名称铣切槽口,榫肩工艺规程受控状态文件编号执行部门监督部门考证部门 1 、工作前,应首先检查设备的运转和润滑
《(完整版)铝合金门窗制造工艺操作规程》由会员壹****1分享,可在线阅读,更多相关《(完整版)铝合金门窗制造工艺操作规程》请在金锄头文库上搜索。
常州市龙城小学一年级下册语文期末测试含答案
22年护士述职报告范文

建筑材料试题库
高中物理竞赛教程:3.6《万有引力天体的运动》

茶艺表演中英互译
平板电脑保护类产品项目建筑工程计划_参考
有关于用英语给老师写的请假条
中学生端午节活动总结(4篇).doc
202x年春学期语文教学工作总结范文
人教版七年级下册数学课本知识点归纳
年产20万吨食品工业用液体新型蔗糖制品生产工艺设计说明书
2022年信任记叙文
早教回答家长问题技巧
家庭家风家教活动方案2021年最新
烟花爆竹经营单位-安全管理人员资格证书资格考核试题附参考答案49
2022年茶百科营销中心管理规范
2008年吉林省长春市中考数学试卷
人教版新目标初中英语九年级《Unit 7Would you mind turning down the musicSection B1a~4》导学案
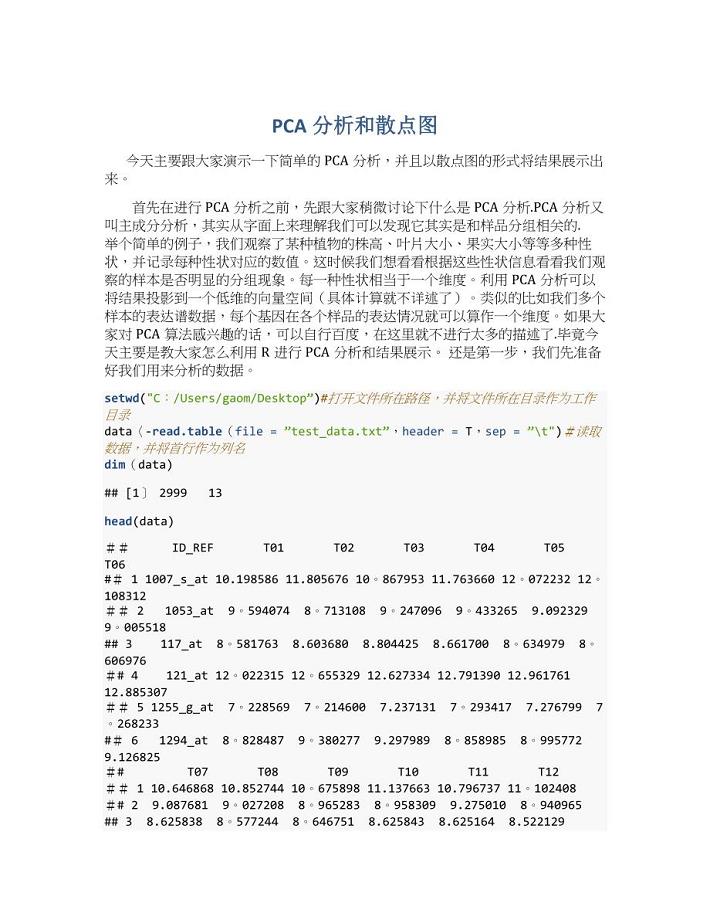
R语言作图之PCA作图和散点图
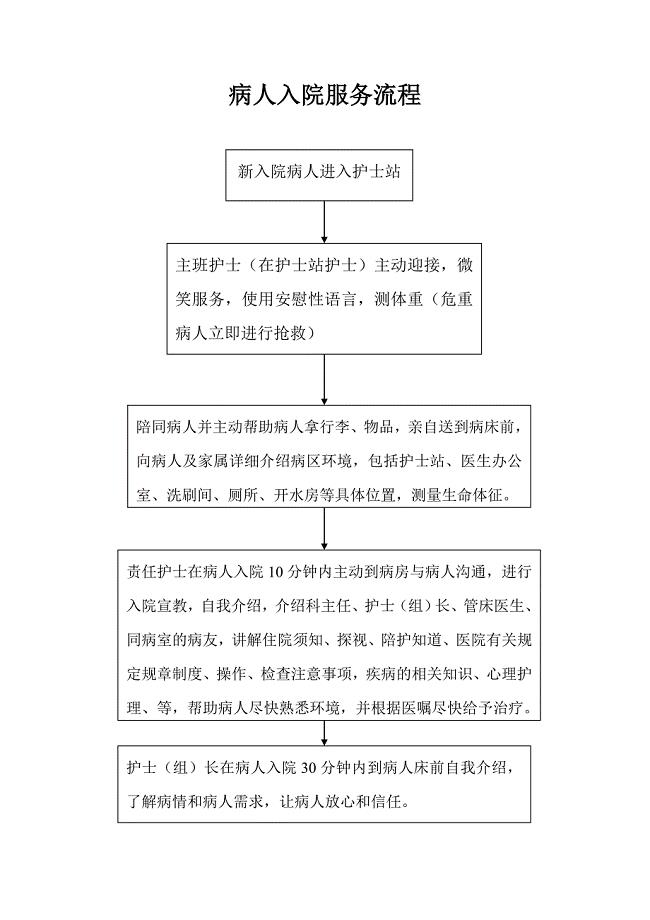
医院各种服务流程汇总
 吊索具安全管理制度(6页)
吊索具安全管理制度(6页)
2023-02-23 6页
防水作业安全技术交底
2024-02-04 3页
厨房搅拌机安全操作规程
2023-11-21 1页
产废单位12本台账要求
2023-08-10 14页
安全生产标准化管理制度汇编
2023-01-04 316页
【汇编】2021版职业卫生法律法规汇编(301页)
2023-08-25 309页
除尘设备安全操作规程.doc
2022-09-06 4页
《 一般企业事故隐患自查通用标准》(21页)
2023-08-25 20页
特种设备安全事故应急预案附锅炉等专项预案
2024-04-28 43页
成品包装工安全风险告知卡
2024-02-10 2页